
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
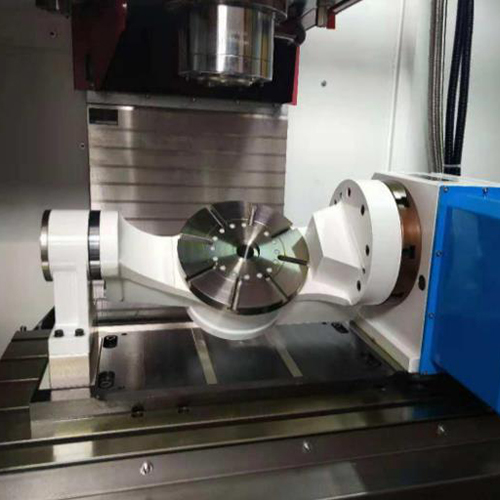
五轴加工




- 产品名称:成都铣削叶轮五轴加工报价_成都对外五轴加工费用_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
以圆柱铣刀进行接触成形铣削时,需要对不同直径的刀具编制不同的程序。目前流行的CNC系统均无法完成刀具半径补偿,因为ISO文件中没有提供足够的数据对刀具位置进行重新计算。用户在进行数控加工时需要频繁换刀或调整刀具的确切尺寸,按照正常的处理程序,刀具轨迹应送回CAM系统重新进行计算。从而导致整个加工过程效率十分低下!RTCP,解释一下,Fidia的RTCP是“RotationalToolCenterPoint”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。
这是通俗的说法,并不是规范的说法,一般说来,五轴机床分两种:一种是五轴联动,即五个轴都可以同时联动,另外一种是五轴定位加工,实际上是五轴三联动:即两个旋转轴旋转定位,只有3个轴可以同时联动加工,这种俗称3+2模式的五轴机床,也可以理解为假五轴!发展五轴数控技术的难点及阻力大家早已认识到五轴数控技术的优越性和重要性!但到目前为止,五轴数控技术的应用仍然局限于少数资金雄厚的部门,并且仍然存在尚未解决的难题!

长春批量叶轮加工处理_吉林大型叶轮加工处理_四川众兴汽车零部件有限公司
四川众兴汽车零部件有限公司众兴汽车零部件,我们巍峨耸立于四川省成都市龙泉驿区经开区南一路55号,我们在这里等待您的到来。 也可以通过电话联系: 联系方式:15828288055 联系人:先生 致电我们,有意向不到的惊喜!
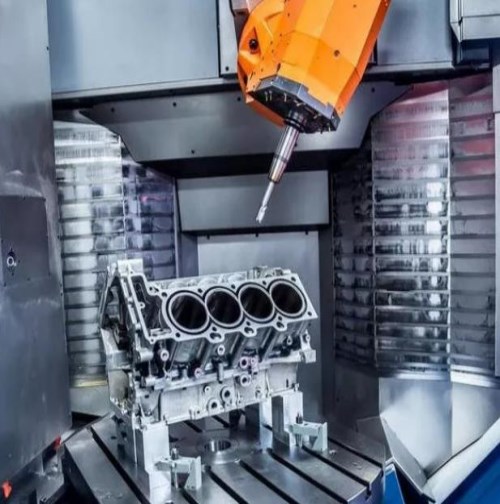
五轴数控加工的操作和编程技能密切相关,如果用户为机床增添了特殊功能,则编程和操作会更复杂。只有反复实践,编程及操作人员才能掌握必备的知识和技能.经验丰富的编程、操作人员的缺乏,是五轴数控技术普及的一大阻力!国内许多厂家从国外购买了五轴数控机床,由于技术培训和服务不到位,五轴数控机床固有功能很难实现,机床利用率很低,很多场合还不如采用三轴机床。对NC插补控制器、伺服驱动系统要求十分严格五轴机床的运动是五个坐标轴运动的合成。
压铸件浸渗_成都铝合金铸件浸渗厂_四川众兴汽车零部件有限公司
成都铣削叶轮五轴加工报价
四川众兴汽车零部件有限公司主营:五轴加工等等产品,涉及非标零件加工等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于非标零件加工,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
PA的RTCP则是“Real-timeToolCenterPointrotation”前几个单词的缩写.海德汉则将类似的所谓升级技术称为TCPM,即“ToolCentrePointManagement”的缩写,刀具中心点管理!还有的厂家则称类似技术为TCPC,即“ToolCenterPointControl”的缩写,刀具中心点控制!从Fidia的RTCP的字面含义看,假设以手动方式执行RTCP功能,刀具中心点和刀具与工件表面的实际接触点将维持不变,此时刀具中心点落在刀具与工件表面实际接触点处的法线上,而刀柄将围绕刀具中心点旋转,对于球头刀而言,刀具中心点就是数控代码的目标轨迹点。
为了达到让刀柄在执行RTCP功能时能够单纯地围绕目标轨迹点(即刀具中心点)旋转的目的,就必须实时补偿由于刀柄转动所造成的刀具中心点各直线坐标的偏移,这样才能够在保持刀具中心点以及刀具和工件表面实际实际接触点不变的情况,改变刀柄与刀具和工件表面实际接触点处的法线之间的夹角,起到发挥球头刀的更佳切削效率,并有效避让干涉等作用.因而RTCP似乎更多的是站在刀具中心点(即数控代码的目标轨迹点)上,处理旋转坐标的变化.
供应商信息







