
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
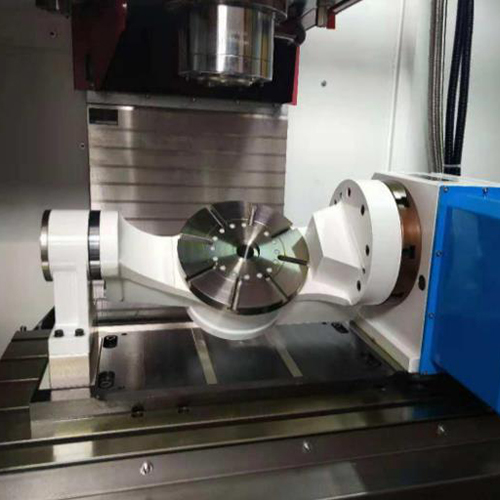
五轴加工



- 产品名称:吉林铣削叶轮五轴加工报价_成都叶轮五轴加工价钱_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-01
产品说明
旋转坐标的加入,不但加重了插补运算的负担,而且旋转坐标的微小误差就会大幅度降低加工精度.因此要求控制器有更高的运算精度。五轴机床的运动特性要求伺服驱动系统有很好的动态特性和较大的调速范围!五轴数控的NC程序校验尤为重要要提高机械加工效率,迫切要求淘汰传统的“试切法”校验方式。在五轴数控加工当中,NC程序的校验工作也变得十分重要,因为通常采用五轴数控机床加工的工件价格十分昂贵,而且碰撞是五轴数控加工中的常见问题:刀具切入工件;刀具以更好的速度碰撞到工件;刀具和机床、夹具及其他加工范围内的设备相碰撞;机床上的移动件和固定件或工件相碰撞.
关于五轴加工,作为一家主营产品为五轴加工的厂家,四川众兴汽车零部件有限公司在非标零件加工这个行业中都享负盛名,在业界中也有一定的地位。
我司主营非标零件加工领域的企业,主要以五轴加工为主要产品,公司位于四川省成都市龙泉驿区经开区南一路55号,更多产品信息详情请上http://www.sczxcd.com/查看。四川众兴汽车零部件有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
为了达到让刀柄在执行RTCP功能时能够单纯地围绕目标轨迹点(即刀具中心点)旋转的目的,就必须实时补偿由于刀柄转动所造成的刀具中心点各直线坐标的偏移,这样才能够在保持刀具中心点以及刀具和工件表面实际实际接触点不变的情况,改变刀柄与刀具和工件表面实际接触点处的法线之间的夹角,起到发挥球头刀的更佳切削效率,并有效避让干涉等作用.因而RTCP似乎更多的是站在刀具中心点(即数控代码的目标轨迹点)上,处理旋转坐标的变化!
下面小编收集了一些难点和阻力,看是否跟您的情况对应?五轴数控编程抽象、操作困难这是每一个传统数控编程人员都深感头疼的问题。三轴机床只有直线坐标轴,而五轴数控机床结构形式多样;同一段NC代码可以在不同的三轴数控机床上获得同样的加工效果,但某一种五轴机床的NC代码却不能适用于所有类型的五轴机床!数控编程除了直线运动之外,还要协调旋转运动的相关计算,如旋转角度行程检验、非线性误差校核、刀具旋转运动计算等,处理的信息量很大,数控编程极其抽象。

吉林铣削叶轮五轴加工报价
上次金属加工小编发的关于“东芝机床事件”就是基于这个制度!但是,哈哈,又但是了.五轴数控加工由于干涉和刀具在加工空间的位姿控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多!所以,五轴说起来容易,真实实现真的很难!另外要操作运用好真的更难.与三轴联动的数控加工相比,从工艺和编程的角度来看,对复杂曲面采用五轴数控加工有以下优点:提高加工质量和效率扩大工艺范围满足复合化发展新方向小编因此也咨询了行业的专家,简而言之,真五轴即五轴五联动,假五轴有可能是五轴三联动,另外两轴只起到定位功能.
这是通俗的说法,并不是规范的说法,一般说来,五轴机床分两种:一种是五轴联动,即五个轴都可以同时联动,另外一种是五轴定位加工,实际上是五轴三联动:即两个旋转轴旋转定位,只有3个轴可以同时联动加工,这种俗称3+2模式的五轴机床,也可以理解为假五轴。发展五轴数控技术的难点及阻力大家早已认识到五轴数控技术的优越性和重要性!但到目前为止,五轴数控技术的应用仍然局限于少数资金雄厚的部门,并且仍然存在尚未解决的难题!
供应商信息




