
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
金属钝化处理

- 产品名称:大型金属钝化处理厂商_四川附近金属钝化处理中心_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-05-06
产品说明
l-1170~20040~50硫酸体积分数/ML!L-16~72硝酸体积分数/ML.L-17~85~6硫酸亚铁质量浓度/G!L-18~106~7锌粉质量浓度/G!L-11~26~8温室温室温度时间/S20~4020~30经甲槽钝化后不经过清洗,直接进入乙槽,乙槽钝化液有时稀释使用。注意事项预处理酸洗钝化预处理不锈钢工件酸洗钝化如有表面污垢,应通过机械清洗,然后脱脂!如果酸洗液和钝化液不能去除[1]油脂,表面油会影响酸洗钝化的质量,因此不能省略油脂去除,可以使用碱性液体!
如果您想咨询金属钝化处理更多信息,请致电先生:15828288055;珍惜与每个对金属钝化处理有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,四川众兴汽车零部件有限公司详细地址:四川省成都市龙泉驿区经开区南一路55号。

脱模剂废水处理定制_成都工程脱模剂废水处理厂家_四川众兴汽车零部件有限公司
酸洗钝化操作过程控制硝酸溶液单独用于去除游离铁和其他金属污垢是有效的,但一般应用于去除氧化铁皮、厚腐蚀产物和回火膜HNO3+HF溶液,为了方便和安全操作,可以用氟化物代替HF!单独HNO3溶液不能添加缓蚀剂,但是HNO3+HF酸洗时酸洗Lan-826!使用HNO3+HF酸洗,为防止腐蚀,浓度应保持5:1的比例。温度应低于49!℃,如过高,HF会挥发!对钝化液,HNO根据电化学测试,3应控制在20%-50%之间,HNO3处理时浓度小于20%的钝化膜质量不稳定,容易发生点蚀,但是HNO3浓度也不应大于50%,要防止过度钝化.
1)一次性钝化液的成分和工作条件在组成和条件颜色钝化后,漂白组应在条件颜色钝化后漂白液体和温度的浓度和温度铬酸250~300G/l200~250G/l硫酸10~20ML/L24~30ML/L30~40ML/L15~20ML/L温度30~40度2)二次印刷溶液的组成和工作条件:如果采用三乙酸-氯化铵锌二次钝化工艺,钝化膜颜色均匀,色彩鲜艳,膜层细腻,膜与镀锌层结合力好,耐腐蚀性优于一次钝化!二次钝化液的组成和条件铬酸酐质量浓度/g!
叶轮废水处理_长春数控废水处理定做_四川众兴汽车零部件有限公司
脱模剂废水处理费用_吉林传统脱模剂废水处理厂家_四川众兴汽车零部件有限公司
+甲酸(2%)+温度93的缓蚀剂℃,时间6h或EDTA铵基中性溶液+温度:121℃,时间:6h,然后用热水冲洗,浸泡10mg/L氢氧化铵+100mg/L联氨中.后处理不锈钢工件用酸洗和水冲洗后,可使用10%(质量分数)NaOH+4%(质量分数)KMnO71~82碱1生高锰酸盐溶液℃中浸泡5~60min,去除酸洗残留物,然后用水各个方面清洗并干燥!不锈钢表面被酸洗和钝化后会出现斑点或污点,可用新鲜钝化液或高浓度硝酸擦洗去除!
零部件工业废水处理_零部件工业废水处理服务_四川众兴汽车零部件有限公司
大型金属钝化处理厂商
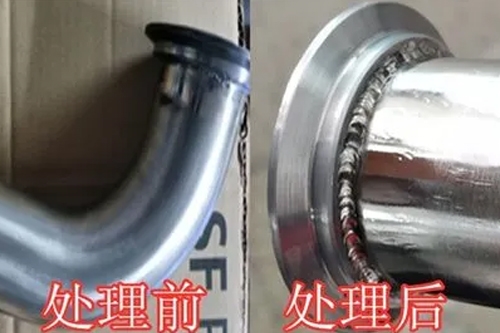
特别适用于小型复杂工件,不适合涂膏的情况,优于市场上同类产品!操作方法根据不锈钢的材质和氧化皮的严重程度,可按1:1~4的比例用原液或水稀释;铁素体。低镍含量的马氏体和奥氏体不锈钢(如420)!430!200!2020300。301等!)稀释后使用奥氏体不锈钢(如304)。3231316L等)用原液浸泡;一般在室温或加热至50~60度后使用,浸泡3-20分钟或更长时间(用户根据自己的试验情况确定具体时间和温度),直至表面污垢完全清除,形成均匀的银白色,形成均匀致密的钝化膜.
最后,应保护被酸洗和钝化的不锈钢设备或零件。聚乙烯薄膜可用于覆盖或包扎,以避免异金属与非金属接触.酸性和钝化废液的处理应符合国家环保排放规定!例如,含氟废水可以用石灰乳或氯化钙处理.钝化液不应尽可能使用重铬酸盐!如果有含铬废水,可以用硫酸亚铁还原!酸洗可能导致马氏体不锈钢氢脆.如有必要,可通过热处理进行处理!化学清洗的最后一个工艺步骤是防止材料腐蚀的关键步骤!例如,锅炉是酸洗的。水冲洗.冲洗后,金属表面非常干净,非常活跃,容易腐蚀,因此必须立即进行钝化处理,使清洗后的金属表面产生保护膜,减缓腐蚀。三是在城中村和市郊区农村推广使用集装箱式垃圾中转站和密封式垃圾方桶。为保证推广顺利进行,市政府下达了〔2005〕82号文《关于进一步搞好城中村环境卫生工作的通知》要求各街道办事处及所属村庄高度重视,采取有效措施,淘汰原有垃圾容器,全部更换密封式垃圾方桶和建设垃圾中转站,并规定了具体完成更新任务的时间。莱阳市由于采取了一系列措施,实行了新一代垃圾收运方式,垃圾的二次污染现象得到了有效整治,环境卫生整体水平得到了进一步提高。
供应商信息





