
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
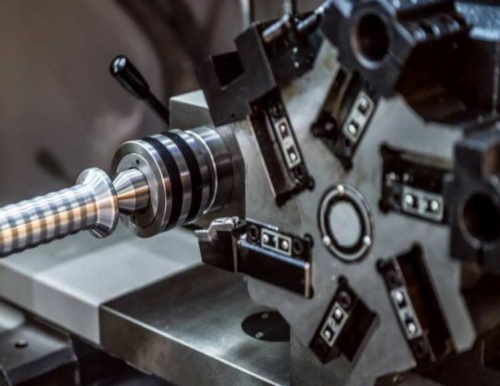
机械加工



- 产品名称:专业机械加工定制_吉林零部件机械加工多少钱_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
切削加工件要求零件应按工序检查、验收,在前道工序检查合格后,方可转入下道工序。加工后的零件不允许有毛刺.精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施!加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷!滚压精加工的表面,滚压后不得有脱皮现象!最终工序热处理后的零件,表面不应有氧化皮.经过精加工的配合面、齿面不应有退火加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。上下轴瓦的结合面要紧密贴和,用0。
四川众兴汽车零部件有限公司,位于四川省成都市龙泉驿区经开区南一路55号。公司主营非标零件加工行业,如何了解{推广产品}产品信息详情请拔打热线:15828288055先生。

东北浸渗处理_吉林缸体浸渗加工_四川众兴汽车零部件有限公司
专业机械加工定制
铝铸件气孔解决方案_四川铜铸件气孔解决方案定做_四川众兴汽车零部件有限公司
补焊件要求焊接前必须将缺陷清除,坡口面应修的平整圆滑,不得有尖角存在.根据铸钢件缺陷情况,对焊接区缺陷可采用铲挖、磨削,炭弧气刨、气割或机械加工等方法清除!焊接区及坡口周围20mm以内的粘砂、油、水、锈等脏物必须清理.在焊接的全过程中,铸钢件预热区的温度不得低于350°C!在条件允许的情况下,尽可能在水平位置施焊。补焊时,焊条不应做过大的横向摆动!铸钢件表面堆焊接时,焊道间的重叠量不得小于焊道宽度的1/3!

四川东北铸件堵漏浸渗_四川铁铸件堵漏修补_四川众兴汽车零部件有限公司
装配要求各密封件装配前必须浸透油!装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃!齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定!装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配!零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等.

吉林铜铸件气孔解决方案厂家_吉林大型铸件气孔解决方案厂家_四川众兴汽车零部件有限公司

结构件加工制造_成都光学结构件加工_四川众兴汽车零部件有限公司
05mm塞尺检查不入!用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销!销打入后不得松动!球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%!合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%!齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0!05mm塞尺检查不入!并应保证齿轮基准端面与轴线的垂直度要求.
在上述范围内用塞尺检查时,0。03mm的塞尺不得塞入外宽度的1/3!1轴承外装配后与定位端轴承盖端面应接触均匀!20。滚动轴承装好后用手转动应灵活、平稳.涂装要求所有需要进行涂装的钢铁制件表面在涂漆前,必须将铁锈、氧化皮、油脂、灰尘、泥土、盐和污物等除去!除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢.经喷丸或手工除锈的待涂表面与涂底漆的时间间隔不得多于6h.铆接件相互接触的表面,在连接前必须涂厚度为30~40μm防锈漆!
1平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙!1花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%.1滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象!1粘接后应清除流出的多余粘接剂!1轴承外与开式轴承座及轴承盖的半圆孔不准有卡住现象!1轴承外与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触!
装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查!装配过程中零件不允许磕、碰、划伤和锈蚀!螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手!紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏!10!规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固.1同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧!1圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布.
机械加工有什么特点?
主要分类:机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车铣中心、电火花线切割设备、螺纹切削机等。绝大多数的机加工车间都采用数控加工技术。
怎样跑机械加工的业务啊?
自己公司要有特色才好说呀
机械加工的流程有哪些?
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
竹子加工有哪些机械?
竹子加工的机械有锯竹机、破竹机、拉丝机、抛光机等。拉丝机也被叫做拔丝机、拉线机英文名称为drawing machine, 是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。抛光机也称为研磨机,常常用作机械式研磨、抛光及打蜡。其工作原理是:电动机带动安装在抛光机上的海绵或羊毛抛光盘高速旋转,由于抛光盘和抛光剂共同作用并与待抛表面进行摩擦,进而...
竹子加工的机械有锯竹机、破竹机、拉丝机、抛光机等。拉丝机也被叫做拔丝机、拉线机英文名称为drawing machine, 是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。抛光机也称为研磨机,常常用作机械式研磨、抛光及打蜡。其工作原理是:电动机带动安装在抛光机上的海绵或羊毛抛光盘高速旋转,由于抛光盘和抛光剂共同作用并与待抛表面进行摩擦,进而可达到去除漆面污染、氧化层、浅痕的目的。抛光盘的转速一般在1500-3000 r/min,多为无级变速,施工时可根据需要随时调整。
竹子加工设备有很多。要视生产工艺而定。一定竹子可以加工成香骨、香芯、餐签筷子,牙签竹条、竹块。一般都需要锯竹机、破竹机、拉丝机、抛光机等等。
竹子加工的机械有锯竹机、破竹机、拉丝机、抛光机等。拉丝机也被叫做拔丝机、拉线机英文名称为drawing machine, 是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。抛光机也称为研磨机,常常用作机械式研磨、抛光及打蜡。其工作原理是:电动机带动安装在抛光机上的海绵或羊毛抛光盘高速旋转,由于抛光盘和抛光剂共同作用并与待抛表面进行摩擦,进而可达到去除漆面污染、氧化层、浅痕的目的。抛光盘的转速一般在1500-3000 r/min,多为无级变速,施工时可根据需要随时调整。
竹子加工设备有很多。要视生产工艺而定。一定竹子可以加工成香骨、香芯、餐签筷子,牙签竹条、竹块。一般都需要锯竹机、破竹机、拉丝机、抛光机等等。
供应商信息



