
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
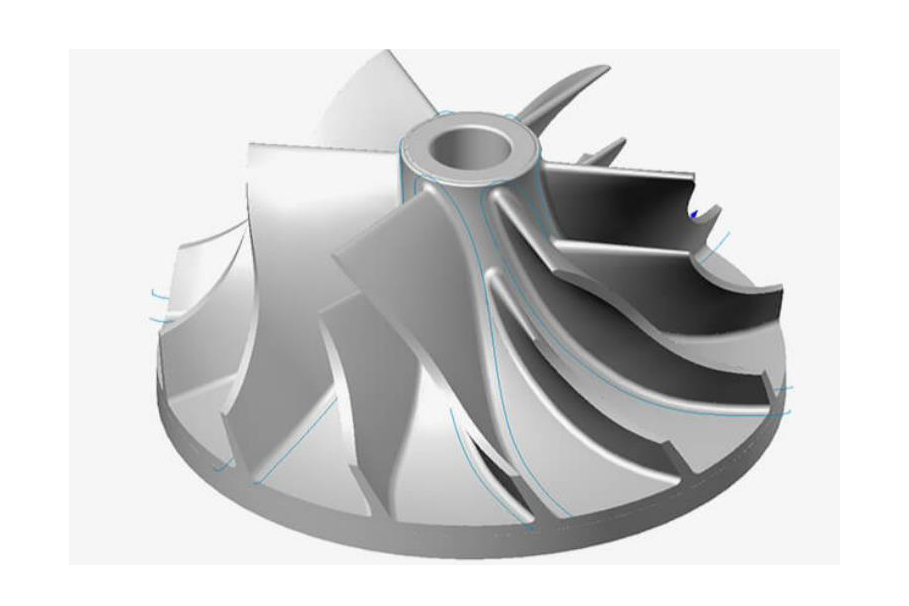
叶轮加工



- 产品名称:增压器叶轮加工报价_精密叶轮加工定制_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
干涉判别算法如下:首先将整体叶轮的叶片曲面离散成足够多的离散点{Pi},i=1,2,…,N,再对任意一点进行分析,分析出叶片曲面的大和小曲率{k1i}和{k2i},则设K1=max{k1i}和K2=max{k2i},只要kc≥K1且kcK2,则以此为几何参数的鼓形刀加工叶片曲面时一定不会产生局部干涉!2鼓形刀加工刀触点规划规划刀具轨迹的生成方法基于等参数线变步长法,设当前的刀触点为p(ti),由该点通过弦截法计算下一刀触点p(ti+1),并使2点之间加工误差δ不大于加工容差Ei。
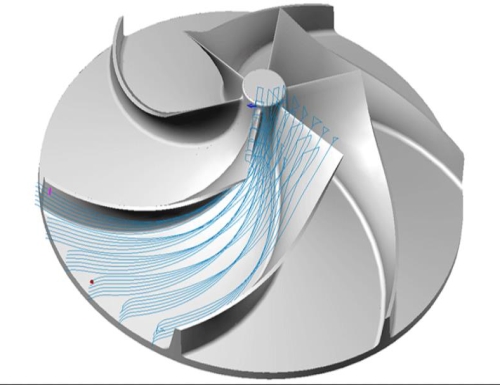
设走刀方向为参数增加方向,即ti+1ti,保证ti+1在一个相对较小的初始区间范围!算法描述如下(参见图7)!将参数线离散成等分的一些离散点p(tj),j=1,2,…,N,并设当前刀触点为p(ti)。假定下一刀触点的位置为p(ti+1),计算2点之间的距离d,并确定线段的中点T.设t=(ti+ti+1)/2,得到参数线上点p(t),并计算线段中点T和参数线上点p(t)之间的距离,也就是加工曲面时存在的误差δ!
五坐标数控铣削加工具有柔性、等优点,已成为整体叶轮加工常用的方法之利用五坐标数控加工中心制造整体叶轮,加工编程是其关键技术之加工编程的主要任务是确定刀具和工件的相对位置和相对运动,生成数控加工刀具轨迹,以驱动加工中心的运动,完成自动切削!在保证整体叶轮制造质量的前提下,效率是非常重要的指标!一般将整体叶轮的切削分为粗加工和精加工:粗加工的主要任务是在尽可能短的时间内去除尽可能多的材料;在精加工中,既要生产出符合精度要求的合格产品,又要求切削效率高!
如图6所示,鼓形刀鼓形大旋转半径为R,鼓形刀母线的曲率半径为Re,鼓形刀沿轴向长度为Le.设鼓形刀和整体叶轮叶片曲面在P点切触,nc为叶片曲面在P点的单位法向矢量!设叶片曲面在P处对应的2个主曲率方向的单位矢量为e1和e2,叶片曲面在P点以弧长参数形式r(b,f)表示,(e1,e2,nc)构成切触点P处的局部坐标系.将鼓形刀中心点Tc定位在沿单位法矢nc、与P点距离为R的偏置点上;设k1和k2分别是叶片曲面在P点处沿着e1方向和e2方向的2个主曲率,则在P处的局部坐标系内,由微分几何,得鼓形刀表面的P点处局部二阶近似为nT=0!
增压器叶轮加工报价
至于选用哪种方法,要视叶片型面的形状而定.以包络直母线的2个端点作为型值点,反算出相同数量的控制顶点。用积累弦长参数法求出节点矢量,进而求解出直纹包络面R=r(u,v).如图3所示,将叶轮叶尖子午线沿叶轮径向向外平移一段安全距离,然后绕叶轮轴线回转一周,得回转面T,作为加工区域的顶面;将轮毂面沿叶轮径向向外偏置得到H,作为加工区域的底面!顶面T、底面H与叶片的叶盆、叶背直纹包络面Rp、Rb所确定的空间区域,即为插铣粗加工区域,如图3所示.
结构件加工工厂_成都飞机结构件加工工厂_四川众兴汽车零部件有限公司

四川壳体浸渗费用_成都粉末冶金封孔浸渗加工报价_四川众兴汽车零部件有限公司

小型铸件堵漏加工_吉林东北铸件堵漏多少钱_四川众兴汽车零部件有限公司
在发达国家中,工业机器人自动化生产线成套装备己成为自动化装备的主流及未来的发展方向。国外汽车行业、电子电器行业、工程机械等行业己大量使用工业机器人自动化生产线,以保证产品质量和生产高效率。目前,典型的成套装备奋大型轿车壳体冲压自动化系统技术和成套装备、大型机器人车体焊装自动化系统技术和成套装备、电子电器等机器人柔性自动化装配及检测成套技术和装备、机器人发动机、变速箱装配自动化系统技术成套装备以及板材激光拼焊成套装备等。这些工业机器人自动化成套装备的使用,将大大推动其行业的快速发展,提升其行业的制造技术水平。更为重要的是,工业机器人将推动中国制造业走向机械自动化、无人化、更高附加值、更创新的制造业。
供应商信息





