
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
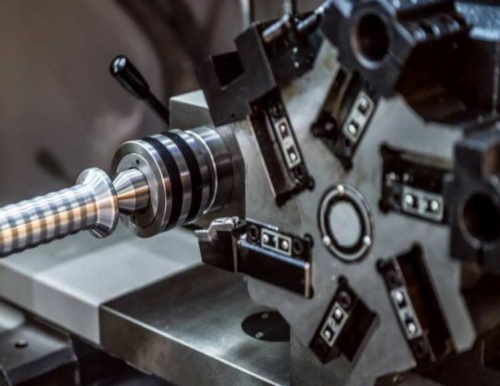
机械加工



- 产品名称:四川东北机械加工价钱_长春机械加工报价_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
05mm塞尺检查不入!用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销!销打入后不得松动.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%.齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0!05mm塞尺检查不入!并应保证齿轮基准端面与轴线的垂直度要求.

专业机械加工处理_对外机械加工_四川众兴汽车零部件有限公司
四川东北机械加工价钱

吉林铣削叶轮五轴加工_吉林东北五轴加工工厂_四川众兴汽车零部件有限公司

叶轮加工定制_成都三轴叶轮加工公司_四川众兴汽车零部件有限公司
焊肉饱满,焊接面无烧伤,裂纹和明显的结瘤。焊缝外观美观,无咬肉、加渣、气孔、裂纹、飞溅等缺陷;焊波均匀。锻件要求锭的水口、冒口应有足够的切除量,一以保证锻件无缩孔和严重的偏折。锻件应在有足够能力的锻压机上锻造成形,以保证锻件内部充分锻透。锻件不允许有肉眼可见的裂纹、折叠和其他影响使用的外观缺陷!局部缺陷可以清除,但清理深度不得超过加工余量的75%,锻件非加工表面上的缺陷应清理干净并圆滑过渡。锻件不允许存在白点、内部裂纹和残余缩孔。
四川金属钝化多少钱一吨_铸件钝化多少钱一吨_四川众兴汽车零部件有限公司
装配要求各密封件装配前必须浸透油.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃!齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中!进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等!
非加工表面上的浇冒口残留量要铲平、磨光,达到表面质量要求。铸件上的型砂、芯砂和芯骨应清除干净。铸件有倾斜的部位、其尺寸公差带应沿倾斜面对称配置。铸件上的型砂、芯砂、芯骨、多肉、粘沙等应铲磨平整,清理干净。对错型、凸台铸偏等应予以修正,达到圆滑过渡,一保证外观质量!10!铸件非加工表面的皱褶,深度小于2mm,间距应大于100mm!1机器产品铸件的非加工表面均需喷丸处理或滚筒处理,达到清洁度Sa21/2级的要求.
装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查!装配过程中零件不允许磕、碰、划伤和锈蚀!螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手.紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏!10。规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。1同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。1圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。

铸件堵漏_四川铸件堵漏浸渗_四川众兴汽车零部件有限公司
如果您看到这段话,说明您对我们机械加工感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。先生等待着您的每一次致电:15828288055 让四川众兴汽车零部件有限公司为您服务, 我们在四川省成都市龙泉驿区经开区南一路55号这里等您。
什么是机械加工工艺
接着上面在补充一点:笼统的说就是加工的方法、步骤。加工工艺是工人进行加工的一个依据,写工序一定要严谨!
机械加工有哪几种类型?
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车铣中心、电火花线切割设备、螺纹切削机等。绝大多数的机加工车间都采用数控加工技术。通过编程,把工件在笛卡尔坐标系中的位置坐标(X,Y,Z)转换成...
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车铣中心、电火花线切割设备、螺纹切削机等。绝大多数的机加工车间都采用数控加工技术。通过编程,把工件在笛卡尔坐标系中的位置坐标(X,Y,Z)转换成程序语言,数控机床的CNC控制器通过识别和解释程序语言来控制数控机床的轴,自动按要求去除材料,从而得到精加工工件。数控加工以连续的方式来加工工件,适合于大批量、形状复杂的零件。
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车铣中心、电火花线切割设备、螺纹切削机等。绝大多数的机加工车间都采用数控加工技术。通过编程,把工件在笛卡尔坐标系中的位置坐标(X,Y,Z)转换成程序语言,数控机床的CNC控制器通过识别和解释程序语言来控制数控机床的轴,自动按要求去除材料,从而得到精加工工件。数控加工以连续的方式来加工工件,适合于大批量、形状复杂的零件。
随着人工成本的上涨、工作环境的改变和多元化的市场竞争,各企业面临着重重压力。金融危机以来,依靠传统劳动密集型来维系的“中国制造”已难以为继。在国际模具及五金塑胶产业供应商协会秘书长罗百辉看来,中国要成为“制造业王国”,成败之举在于把“人口红利”变为“头脑红利”。而工业机器人产业是一个快速成长中的新兴产业,将对未来生产和社会发展起越来越重要的作用。机器人产业将是继汽车、计算机之后出现的新的大型高技术产业。
供应商信息






