
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
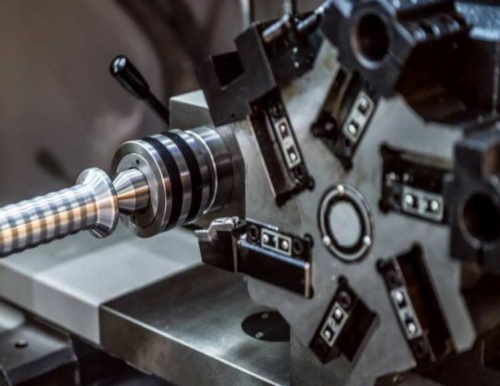
机械加工
- 您当前的位置:
- 首页>
- 产品中心 >机械加工 >机械加工定制_传统机械加工处理厂家_四川众兴汽车零部件有限公司


- 产品名称:机械加工定制_传统机械加工处理厂家_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-02
产品说明
装配要求各密封件装配前必须浸透油!装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定!装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中!进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配!零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
补焊件要求焊接前必须将缺陷清除,坡口面应修的平整圆滑,不得有尖角存在.根据铸钢件缺陷情况,对焊接区缺陷可采用铲挖、磨削,炭弧气刨、气割或机械加工等方法清除。焊接区及坡口周围20mm以内的粘砂、油、水、锈等脏物必须清理!在焊接的全过程中,铸钢件预热区的温度不得低于350°C!在条件允许的情况下,尽可能在水平位置施焊!补焊时,焊条不应做过大的横向摆动!铸钢件表面堆焊接时,焊道间的重叠量不得小于焊道宽度的1/3!

齿轮箱与盖的结合面应接触良好!组装前严格检查并清除零件加工时残留的锐角、毛刺和异物!保证密封件装入时不被擦伤.铸件要求铸件表面上不允许有冷隔、裂纹、缩孔和穿透性缺陷及严重的残缺类缺陷(如欠铸、机械损伤等).铸件应清理干净,不得有毛刺、飞边,非加工表明上的浇冒口应清理与铸件表面齐平。铸件非加工表面上的铸字和标志应清晰可辨,位置和字体应符合图样要求!铸件非加工表面的粗糙度,砂型铸造R,不大于50μm!铸件应清除浇冒口、飞刺等.
我们推荐机械加工定制

机械加工定制

装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。装配过程中零件不允许磕、碰、划伤和锈蚀.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏!10!规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固!1同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。1圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布!
切削加工件要求零件应按工序检查、验收,在前道工序检查合格后,方可转入下道工序。加工后的零件不允许有毛刺。精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。滚压精加工的表面,滚压后不得有脱皮现象。最终工序热处理后的零件,表面不应有氧化皮.经过精加工的配合面、齿面不应有退火加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷!上下轴瓦的结合面要紧密贴和,用0!
机械加工要什么性格?
细心,认真,沉稳的性格
陶瓷加工机械价格是多少?哪里有陶瓷加工机械卖?质量比较好的陶瓷机械厂家?
看你要什么陶瓷加工机械了,一般瓷砖加工厂是要圆弧抛光机和瓷砖切割机,这两种设备大概加起来,4-6万左右。含运费。我们这里好一点的厂很多,像“佛山鸿运陶瓷机械厂”都还不错的。
\n机械加工常识中磨削加工有什么特点呢?
特点如下:1.磨削效率高砂轮相对工件做高速旋转,一般砂轮线速度达35 m/s,约 为普通刀具的20倍,可获得较高的金属切除率。2.能加工硬度很高的材料磨削加工能加工硬度很高的材料,如加工淬火钢、硬质合金 等。这是因为砂轮磨粒本身具有很高的硬度和耐热性。2.能获得高精度和较小的表面粗糙度值的加工表面 磨削加工能获得很高的加工精度和较小的表面粗糙度值。每颗磨粒切去切屑层很薄,一般只有几微米,因此表面可获得较高 的精度和较小的表面粗糙度值。3.切削功率大和消耗能量多。
机械加工如何译
英文吗?动词:Machining 名词:Mechanical process
供应商信息




