
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
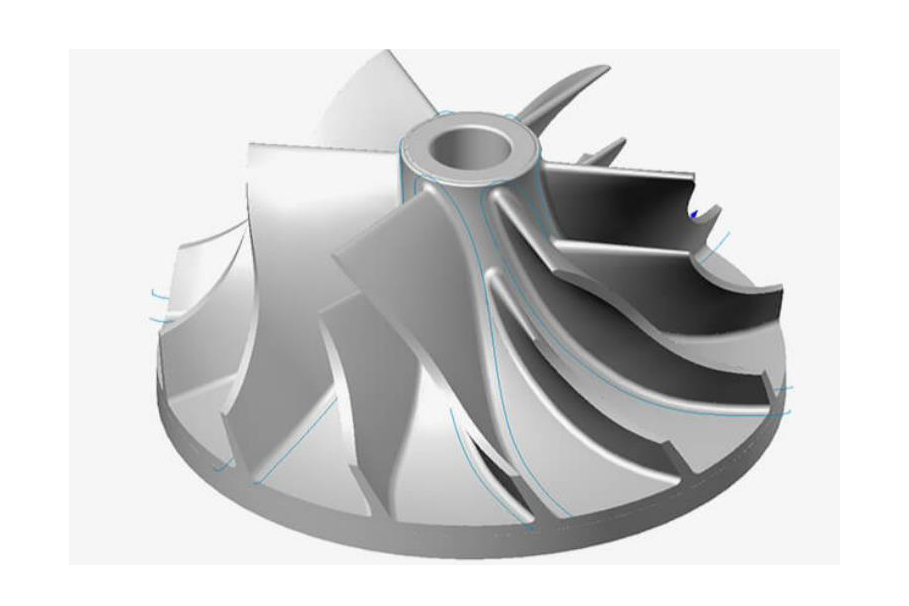


- 产品名称:离心叶轮加工_四川增压器叶轮加工报价_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-14
产品说明
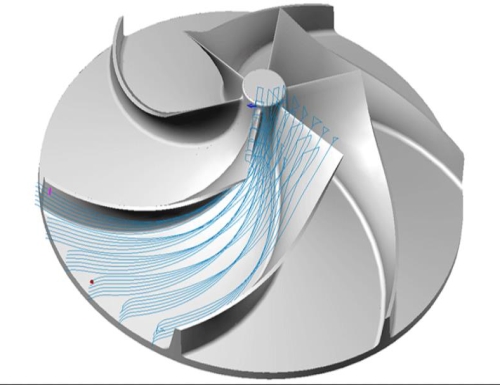
3插铣粗加工刀具轨迹生成如图4所示,叶盆和叶背的偏置直纹包络面Rp、Rb与顶面T的相交线分别为C1(u)、C2(u)与底面H的相交线分别为C3(u)、C4(u)!根据残留高度计算插铣加工步长,解得C3(u)边界线上的所有刀位点T3_i(i=1,2,…,n)!过T3i作垂直于叶轮轴向的平面Pi,Pi分别交C1(u)于点T1_i,交C2(u)于点T2_i,交C4(u)于点T4_i!连接刀位T−−−1−iT−→3i和T−−−2−iT−→4i近似构成直纹包络面的直母线,则T−−−1−iT−→3i、T−−−2−iT−→4i、分别为叶盆和叶背边界面的插铣刀轴方向,即边界面刀轴矢量,如图5所示.
我司主营非标零件加工领域的企业,主要以叶轮加工为主要产品,公司位于四川省成都市龙泉驿区经开区南一路55号,更多产品信息详情请上http://www.sczxcd.com/查看。四川众兴汽车零部件有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
四川众兴汽车零部件有限公司是一家非标零件加工企业,关于叶轮加工,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品叶轮加工获得客户一致好评,如果您想了解叶轮加工的更多细节,请与我们取得联系,四川众兴汽车零部件有限公司期待为您提供服务。

四川东北铸件浸渗工厂_四川铝铸件浸渗厂家_四川众兴汽车零部件有限公司
离心叶轮加工
如果δei,则记录此点为p(u),转步骤,直到出现δstyle="font-family:Arial;font-size:14px;line-height:18px;white-space:normal;background-color:rgb(255,255,255);"Ei,则确定下一个刀触点p(ti+1)为记录点P(u)!3鼓形刀加工刀位点计算待刀触点和刀轴矢量确定之后,刀位点C即可根据图6所示的几何关系方便地求出。

钢结构件加工_长春金属结构件加工制作_四川众兴汽车零部件有限公司
5(keb2+kcf2),其中ke=1/Re,kc=1/R,分别为鼓形刀母线的曲率和大旋转半径对应的小径向曲率.被加工曲面在P点处局部二阶近似为ns=0.5(k1b2+k2f2),式中1k、2k分别为叶片曲面在P点处的主曲率.设H为鼓形刀具表面距离叶片曲面的法向高度,即H=nT-nS=0!5[(ke-k1)b2+(kc-k2)f2]!如果鼓形刀和叶片曲面不发生干涉,则需要满足对任意的(b,f)都有H≥0,即要求kek1,且kck2!
计算等参数线的包络直母线.包络直母线求解要满足:直母线要完全在包络一侧,即叶片型面相邻流道的内侧,以保证加工余量,避免发生过切和刀具干涉;叶尖与叶根加工余量尽量均匀!文献采用小面积原理求解包络直母线,如图2(b)中点划线所示,这种方法材料去除率大,但可能会使叶尖部分加工余量比叶根部分更多,降低加工时叶片的刚度.另一种方法是基于叶尖和叶根等加工余量求解包络直母线,如图2(b)中的实线所示,这种方法留出的加工余量较大。

铸件气孔解决方案厂家_长春小型铸件气孔解决方案价格_四川众兴汽车零部件有限公司
吉林铝合金结构件加工制作_长春大型结构件加工工厂_四川众兴汽车零部件有限公司
至于选用哪种方法,要视叶片型面的形状而定!以包络直母线的2个端点作为型值点,反算出相同数量的控制顶点!用积累弦长参数法求出节点矢量,进而求解出直纹包络面R=r(u,v)!如图3所示,将叶轮叶尖子午线沿叶轮径向向外平移一段安全距离,然后绕叶轮轴线回转一周,得回转面T,作为加工区域的顶面;将轮毂面沿叶轮径向向外偏置得到H,作为加工区域的底面。顶面T、底面H与叶片的叶盆、叶背直纹包络面Rp、Rb所确定的空间区域,即为插铣粗加工区域,如图3所示.自柯马进入中国以来,东北地区一直都被视为重要的战略据点之一。东北地区作为我国的老工业基地,不仅拥有良好的工业制造基础,同时也汇聚了丰富的工业资源。柯马中国成立十年以来,东北地区客户的订单额占全国订单比例的20%以上。其中一汽轿车,一汽大众以及长春轨道客车等大型企业均与柯马建立了长期合作关系。柯马所提供的自动化制造技术解决方案大大提高了现代工业制造的效率以及安全性。吉林省省长王儒林先生在会见柯马中国高层时说“意大利柯马工程公司是世界机器人生产领域中的佼佼者,与一汽、长客的合作项目已取得积极成果。希望柯马工程公司继续加强与吉林省机械制造企业之间的合作,提高工业生产领域自动化水平。”
供应商信息





