
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
- 您当前的位置:
- 首页>
- 产品中心 >叶轮加工 >叶轮加工多少钱_大型叶轮加工处理_四川众兴汽车零部件有限公司


- 产品名称:叶轮加工多少钱_大型叶轮加工处理_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
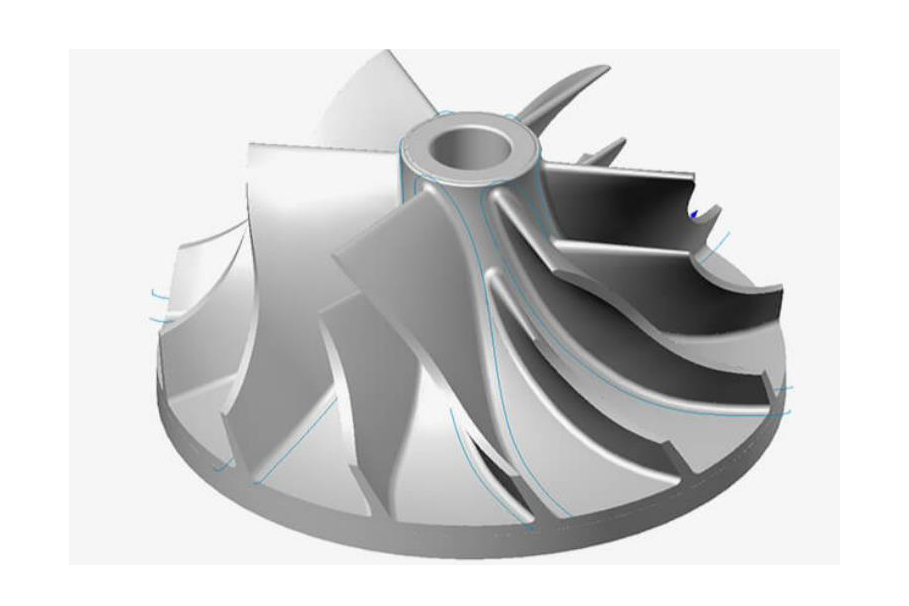
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率!研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量!通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据!叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示!
铝件浸渗_四川东北浸渗厂家_四川众兴汽车零部件有限公司
叶轮加工多少钱

四川小型铸件气孔解决方案_吉林专业铸件气孔解决方案公司_四川众兴汽车零部件有限公司
整体叶轮精加工编程技术整体叶轮的精加工,既要保证满足精度要求,又要尽可能地提高加工效率。提高加工效率可以通过优化加工轨迹来实现,在这方面的研究有很多,有的方法基于等残留高度准则,避免冗余刀具轨迹;有的从减少过渡刀具轨迹长度入手;有的研究光顺刀具轨迹的生成,以保证较高的进给速度.另一方面,也可以通过优选刀具参数来提高加工效率.其中,采用鼓形刀具是一种有效的方法。1鼓形刀几何参数的确定确定鼓形刀几何参数的原则是:鼓形刀和叶片曲面相切触时,至少存在一个姿态,使得鼓形刀和整体叶轮叶片曲面不发生局部干涉.

吉林精密结构件加工报价_吉林光学结构件加工报价_四川众兴汽车零部件有限公司
整体叶轮具有结构复杂、开敞性差、通道深等特点,首先需要进行叶片弯扭度、通道宽度和深度等的分析,以确定刀具参数.对于弯扭度大、开敞性差的叶轮,不能通过一次装夹从通道的叶尖部分加工到叶根部分,需要多次装夹,从进排气边双侧对接加工[2].2插铣粗加工区域由于插铣加工沿着刀具轴向直线进给,因此其加工边界面为直纹面,而叶片型面一般为自由曲面!为生成插铣加工刀具轨迹,首先需要用直纹面逼近叶片型面。刀轴的空间扫掠面为工件曲面(直纹面)的偏置面,考虑到留有余地,偏置距离设定为“刀具半径+加工余量”。
我司主营非标零件加工领域的企业,主要以叶轮加工为主要产品,公司位于四川省成都市龙泉驿区经开区南一路55号,更多产品信息详情请上http://www.sczxcd.com/查看。四川众兴汽车零部件有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
如图6所示,鼓形刀鼓形大旋转半径为R,鼓形刀母线的曲率半径为Re,鼓形刀沿轴向长度为Le。设鼓形刀和整体叶轮叶片曲面在P点切触,nc为叶片曲面在P点的单位法向矢量!设叶片曲面在P处对应的2个主曲率方向的单位矢量为e1和e2,叶片曲面在P点以弧长参数形式r(b,f)表示,(e1,e2,nc)构成切触点P处的局部坐标系!将鼓形刀中心点Tc定位在沿单位法矢nc、与P点距离为R的偏置点上;设k1和k2分别是叶片曲面在P点处沿着e1方向和e2方向的2个主曲率,则在P处的局部坐标系内,由微分几何,得鼓形刀表面的P点处局部二阶近似为nT=0!
非标零件加工行业厂商四川众兴汽车零部件有限公司,是一家专注于叶轮加工服务的企业,在业内享有盛名,获得一致好评,如果您对 叶轮加工感兴趣,那么本页面可以很好的带您了解叶轮加工,或者想了解叶轮加工相关更多信息,请移步我们的官网或者与我们 取得联系,我们将竭诚为您服务。
设走刀方向为参数增加方向,即ti+1ti,保证ti+1在一个相对较小的初始区间范围!算法描述如下(参见图7)。将参数线离散成等分的一些离散点p(tj),j=1,2,…,N,并设当前刀触点为p(ti)。假定下一刀触点的位置为p(ti+1),计算2点之间的距离d,并确定线段的中点T。设t=(ti+ti+1)/2,得到参数线上点p(t),并计算线段中点T和参数线上点p(t)之间的距离,也就是加工曲面时存在的误差δ。
供应商信息





