欢迎访问新乡市宏飞机床制造有限公司的网站
欢迎访问新乡市宏飞机床制造有限公司的网站

- 公司名称:新乡市宏飞机床制造有限公司
- 联系人:陈经理
- 手机:13937397837
- 公司地址:河南省新乡市牧野区寺庄顶工业园20号
中心孔磨床
- 您当前的位置:
- 首页>
- 产品中心 >中心孔磨床 >专业中心孔磨床生产厂家_重庆其他机床

- 产品名称:专业中心孔磨床生产厂家_重庆其他机床
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-08-29
产品说明
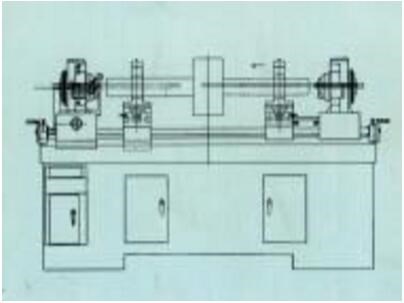
中心孔磨床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成。
关键件:床身导轨、主轴、导轨等均属机床关键件,专业中心孔磨床生产厂家,其他机床,均要求采用耐磨材料、精密加工。
机床主要结构和传动要求:
1、机床床身导轨需要经过多次时效处理,耐磨性好。
2、磨轴部件足由极精密的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行精心装配和调整,最后能在45000转/分下稳定工作。主轴箱实现进给磨削和退回。
3、工件夹紧机构有自动定心功能。
4、砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行精确修整。
5、润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。
6、机床配置吸尘器,并实现磨削和吸尘同步进行。
7、电气系统
(1)布线整齐,结构合理,散热性强。
(2)电气系统适应机床工作环境。
2M8125卧式双头中心孔磨床,是对于回转直径大于300mm、长度在500mm-2500mm之间、重量在100kg以上的轴类零件两端的中心孔进行磨削加工而设计的专用机床。零件中心孔经该机床磨削后,专业中心孔磨床生产厂家,江苏其他机床,可以保证两端中心孔的同轴要求,提高外圆的精度。主要用于精密机床、风电齿轮轴、汽车变速箱、电机、纺织机械、减速机械、轧辊机械、压缩机螺杆等行业的轴类零件加工制造。
结构特点:
1、一次装夹,实现两头中心孔的磨削。
2、床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动。
3、主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高。
立式车床哪家好_单柱其他机床
4、床身导轨采用高精度导轨磨床磨削加工,专业中心孔磨床生产厂家,卧式双头其他机床,保证床头箱左右移动的同心性。
5、工件放在两套夹紧机构上,根据工作长度不同,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间。(此项结构具体根据零件形状设计夹具)
6、采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位。
7、气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑。
8、砂轮修整装置固定的床头箱前面,金钢笔在手轮驱动下,可沿砂轮半角30°母线移动,同时又在母线切面内作往复振荡运动,可将砂轮锥面进行精确的修整。
9、机床配有吸尘器可将磨削砂粒和铁屑吸走,保持工作环境卫生、清洁。
:本发明涉及一种汽车用单组份聚氨酯裙边涂料,该涂料由多元醇、封闭异氰酸酯、(文章来源)催化剂、触变剂、吸水剂、无机填料及颜料于捏合机内混合均匀,再经三辊研磨机进一步分散制成。本发明解决了现有PVC防石击涂料在车前部、门下部及门槛等部位应用时装饰性较差的问题。其制备方法简单,使用方便,附着力高,抗石击性能优异,储存稳定性好。采用本发明得到的涂层表面平整、细腻、光滑,保光性大于85%,拉伸强度和断裂伸长率均优于PVC防石击涂料。极大地提高了涂料的耐光、耐候性。从而能够满足中高档汽车对裙边较高的装饰要求。
2015年,日本机床进口额达到了916亿日元,比上一年增长了17.3%(见图5)。这表明了连续六年呈增长趋势。其中,数控机床的进口额达到了747亿日元,比上一年增长了14.0%。数控机床的比例占82.0%,比上一年下降了2.0个百分点。进口的主要来源地是德国,进口值为237亿日元,新乡市宏飞机床制造有限公司,宏飞机床制造,比上一年增长了30.8%。中国188亿日元,比上一年增长了5.8%;瑞士占109亿日元,比上一年增长了39.0%;中国台湾95亿日元,比上一年增长了16.1%;泰国86亿日元,比上一年增长了3.4%;美国63亿日元,比上一年下降了7.9%;韩国38亿日元,比上一年增长了1.7%。该数字表明,日本本地机床制造商从亚洲的进口额呈增长趋势。2015年,排名前七位的进口来源地占总机床进口来源的90%。根据进口额产品种类分:专用机床(激光束机床和电火花机)占33.4%,车床占25.7%,加工中心占10.9%,磨削和研磨机占16.5%。
以全局看来,现在的中国市场日趋与国际接轨,整个大陆的五金制造业明显感受到了与国外同行的差距,压力不断的增加,而在生产外销方面不断的增长的同时,急需各生产厂家改走高品质的路线,因此他们不得不趋附于“精细”这一块.动作迅速的各大厂家也已经在开始着手准备,那么根据以往习惯,将会有很多小厂家跟风而至。对于这样的情况,国内市场中的大部分产品已经无法满足客户高品质、高精准度需求,而携带式钻头、铣刀研磨机刚刚填补了这个空缺。
供应商信息