
 欢迎访问南京肯迈得机床制造有限公司的网站
欢迎访问南京肯迈得机床制造有限公司的网站

- 公司名称:南京肯迈得机床制造有限公司
- 联系人:邱经理
- 手机:13327823339
- 公司地址:江苏省南京市六合区雄州街道瓜埠神冈路12号
车铣复合
- 您当前的位置:
- 首页>
- 产品中心 >车铣复合 >车铣复合机床_供应车铣复合加工机床_南京肯迈得机床制造有限公司

- 产品名称:车铣复合机床_供应车铣复合加工机床_南京肯迈得机床制造有限公司
- 产品价格:面议
- 产品数量:10
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2024-09-15
产品说明
机床加工:启动机床,按照设定程序执行零件加工.质量检测:对于加工后的零部件进行质量检测,如:精度、表面光洁度、尺寸等!优点车铣复合机床克服了单向加工机床的一些不足,具备了以下优点:高效率:单机完成多种工艺,节约工艺转换时间和成本!高精度:精度高,表面光洁度好,提高零部件的实用性和美观性!高自动化:程式化、自动化加工过程,充分利用人力取得效益!自动化程度高,减少了人为操作差错的可能性,提高了生产效率和产品品质!
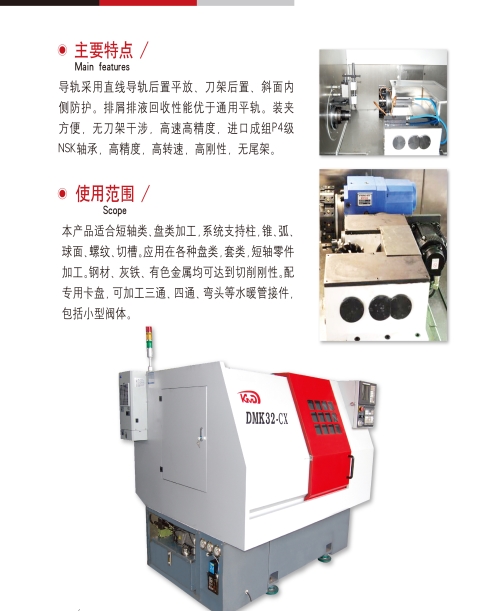
使用范围:本产品适合短轴类.盘类加工。系统支持柱。锥。弧!球面!螺纹!切槽,应用在各种盘类,套类。短轴零件加工。钢材、灰铁!有色金属均可达到切削刚性.配专用卡盘!可加工三通、四通、弯头等水暖管接件!包括小型阀体!大多数的车铣复合加工,在车削中心上完成,而一般的车削中心只是把数控车床的普通转塔刀架换成带动力刀具的转塔刀架,主轴增加C轴功能!由于转塔刀架结构、外形尺寸的限制,动力头的功率小,转速不高,也不能安装较大的刀具。
DMK32-CX车铣复合机床车铣复合机床是一种GAO效、高精、高自动化的多功能加工机床.随着工业化进程的提高、裁员的实现和全球生产制造模式的改变,它的需求与日俱增,将成为重要的加工工具之一。简要描述:导轨采用直线导轨后置平放、刀架后置、斜面内侧防护!排屑排液回收性能优于通用平轨.装夹方便,无刀架干涉,高速高精度,进口成组P4级NSK轴承,高精度,高转速,高刚性,无尾架!使用范围:本产品适合短轴类。盘类加工!
车铣复合机床
系统支持柱!锥.弧!球面。螺纹!切槽,应用在各种盘类,套类.短轴零件加工。钢材、灰铁.有色金属均可达到切削刚性.配专用卡盘。可加工三通、四通、弯头等水暖管接件!包括小型阀体.多年来公司坚持走可持续发展的科技创XING之路,开发自己的产品,开发与众不同的产品!至目前已形成具有自主知识产权的产品体系,现有主导产品:CK系列的斜轨数控车床、DMK系列的端面数控车床、SDM系列单主轴双端面车床、QT系列数控球面车床、TCK数控镗车床、XFX系列蜗杆加工专用机床及车、钻、铣,并可配置自动化自动机械手,实现自动上下料!
高品质车铣复合机床
车铣复合机床优势与常规数控加工工艺相比,复合加工具有的突出优势主要表现在以下几个方面。缩短产品制造工艺链,提高生产效率.车铣复合加工可以实现一次装卡完成全部或者大部分加工工序,从而大大缩短产品制造工艺链.这样一方面减少了由于装卡改变导致的生产辅助时间,同时也减少了工装卡具制造周期和等待时间,能够显著提高生产效率。减少装夹次数,提高加工精度.装卡次数的减少避免了由于定位基准转化而导致的误差积累。同时,车铣复合加工设备大都具有在线检测的功能,可以实现制造过程关键数据的在位检测和精度控制,从而提高产品的加工精度.
高精度快速调面数控车床厂家_高精度快速调面数控车床型号_南京肯迈得机床制造有限公司
沈阳*机床厂生产的HTM40车铣加工中心多少钱
直接联系沈阳地一机床厂销售处询HTM40车铣加工中心的价格,沈阳*机床厂销售处024---25655681
五轴联动车铣复合数控机床如何制作检具
五轴联动车铣复合数控机床如何制作检具如图 查看原帖>>
刀具顺铣与逆铣技术体现在哪里?
顺铣的功率消耗要比逆铣时小,在同等工件条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加不利于排屑。一般应尽量使用顺铣法加工,以提升被加工零件表面的光洁度(减少粗糙度),确保尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较明显时,如加工切削毛坯,应使用逆铣法。顺铣时,工件由厚增厚,刀齿从未加工表面紧贴,对铣刀的用于不利。逆铣...
顺铣的功率消耗要比逆铣时小,在同等工件条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加不利于排屑。一般应尽量使用顺铣法加工,以提升被加工零件表面的光洁度(减少粗糙度),确保尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较明显时,如加工切削毛坯,应使用逆铣法。顺铣时,工件由厚增厚,刀齿从未加工表面紧贴,对铣刀的用于不利。逆铣时,当铣刀刀齿认识工件后无法马上紧贴金属层,而是在工件表面滑动一小段距离,在滑动过程中,由于反感的摩擦,就会产生大量的热量,同时在待加工表面易构成硬化层,减少了刀具的耐用度,影响工件表面光洁度,给工件带来不利。另外,逆铣时,由于刀齿由下往上(或由内往外)工件,且从表面硬质层开始紧贴,刀齿受相当大的冲击负荷,铣刀变钝较快,但刀齿紧贴过程中没位移现象,工件时工作台会窜动。逆铣和顺铣,因为紧贴工件时的工件厚度有所不同,刀齿和工件的认识长度有所不同,所以铣刀磨损程度有所不同,实践中指出:顺铣时,铣刀耐用度比逆铣时提升2~3倍,表面粗糙度也可减少。但顺铣不应用作铣削带硬皮的工件。
顺铣的功率消耗要比逆铣时小,在同等工件条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加不利于排屑。一般应尽量使用顺铣法加工,以提升被加工零件表面的光洁度(减少粗糙度),确保尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较明显时,如加工切削毛坯,应使用逆铣法。顺铣时,工件由厚增厚,刀齿从未加工表面紧贴,对铣刀的用于不利。逆铣时,当铣刀刀齿认识工件后无法马上紧贴金属层,而是在工件表面滑动一小段距离,在滑动过程中,由于反感的摩擦,就会产生大量的热量,同时在待加工表面易构成硬化层,减少了刀具的耐用度,影响工件表面光洁度,给工件带来不利。另外,逆铣时,由于刀齿由下往上(或由内往外)工件,且从表面硬质层开始紧贴,刀齿受相当大的冲击负荷,铣刀变钝较快,但刀齿紧贴过程中没位移现象,工件时工作台会窜动。逆铣和顺铣,因为紧贴工件时的工件厚度有所不同,刀齿和工件的认识长度有所不同,所以铣刀磨损程度有所不同,实践中指出:顺铣时,铣刀耐用度比逆铣时提升2~3倍,表面粗糙度也可减少。但顺铣不应用作铣削带硬皮的工件。
供应商信息



