欢迎访问珠海正扬科技实业有限公司的网站
欢迎访问珠海正扬科技实业有限公司的网站

- 公司名称:珠海正扬科技实业有限公司
- 联系人:谭小姐
- 手机:15919128767
- 公司地址:广东省珠海市三灶镇三灶科技工业园星汉路18号
珠海正扬-胶粒成型


- 产品名称:胶粒成型厂_精密胶粒成型生产厂家_珠海正扬科技实业有限公司
- 产品价格:面议
- 产品数量:100000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-11-13
产品说明
为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性.将生胶的长链分子降解,形成可塑性的过程叫做塑炼.生胶塑炼的方法有机械塑炼和热塑炼两种!机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态.热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性.
欢迎前来参观和咨询合作!塑胶粒成型生产过程:塑胶粒成型生产过程主要包括:预处理、挤出成型、冷却固化、造粒及激振、分选等!预处理:预先将原料放入适当的袋中,经过混合、水洗、磨粉等处理,使原料的分子聚结在一起,形成粘合状态!挤出成型:原料将经过大量压缩,然后经过挤出机的挤压力,成型出成形的小塑料球,称作“造粒”!冷却固化:冷却固化是把刚挤出出来的“造粒”放入凉水中,冷却固定,以使其形状、尺寸和内部结构都稳定下来!
皮层料或核心料可使用价格昂贵且具特殊表面性质,如防电磁波干扰、高电导性等材料以增加产品性能.适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质.微发泡注塑成型工艺微发泡注塑成型工艺:是一种革新的精密注塑技术,是靠气孔的膨胀来填充制品,并在较低且平均的压力下完成制件的成型!基本原理:微孔发泡成型过程可分成三个阶段:首先是将超临界流体(二氧化碳或氮气)溶解到热融胶中形成单相溶体;然后通过开关式射嘴射人温度和压力较低的模具型腔,由于温度和压力降低引发分子的不稳定性从而在制品中形成大量的气泡核,这些气泡核逐渐长大生成微小的孔洞!
混炼为了适应各种不同的使用条件、获得各种不同的性能,也为了提高橡胶制品的性能和降低成本,必须在生胶中加入不同的配合剂。混炼就是将塑炼后的生胶与配合剂混合、放在炼胶机中,通过机械拌合作用,使配合剂完全、均匀地分散在生胶中的一种过程!混炼是橡胶制品生产过程中的一道重要工序,如果混合不均匀,就不能充分发挥橡胶和配合剂的作用,影响产品的使用性能.混炼后得到的胶料,人们称为混炼胶,它是制造各种橡胶制品的半成品材料,俗称胶料,通常均作为商品出售,购买者可利用胶料直接加工成型、硫化制成所需要的橡胶制品!
嵌件在被关进模具里后,就以真空状态固定,或通过机械方式固定(如采用滑块)!在嵌件插入的同时,上一成品件被顶出.技术特点:多个嵌件的事前成型组合,使得产品单元组合的后工程更合理化!树脂的易成型性、弯曲性与金属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的金属塑料一体化产品!特别是利用了树脂的绝缘性和金属的导电性的组合,制成的成型品能满足电器产品的基本功能.对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成一体化产品后,可省去排列密封圈的复杂作业,使得后工序的自动化组合更容易.
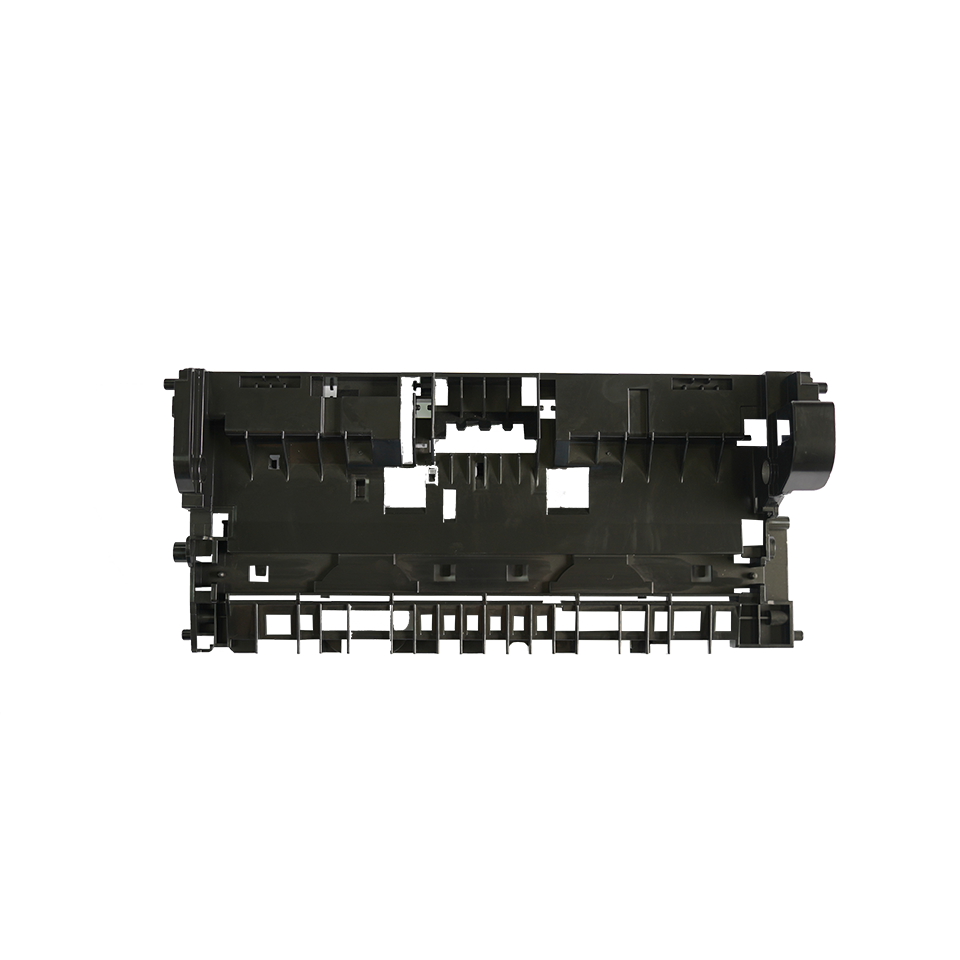
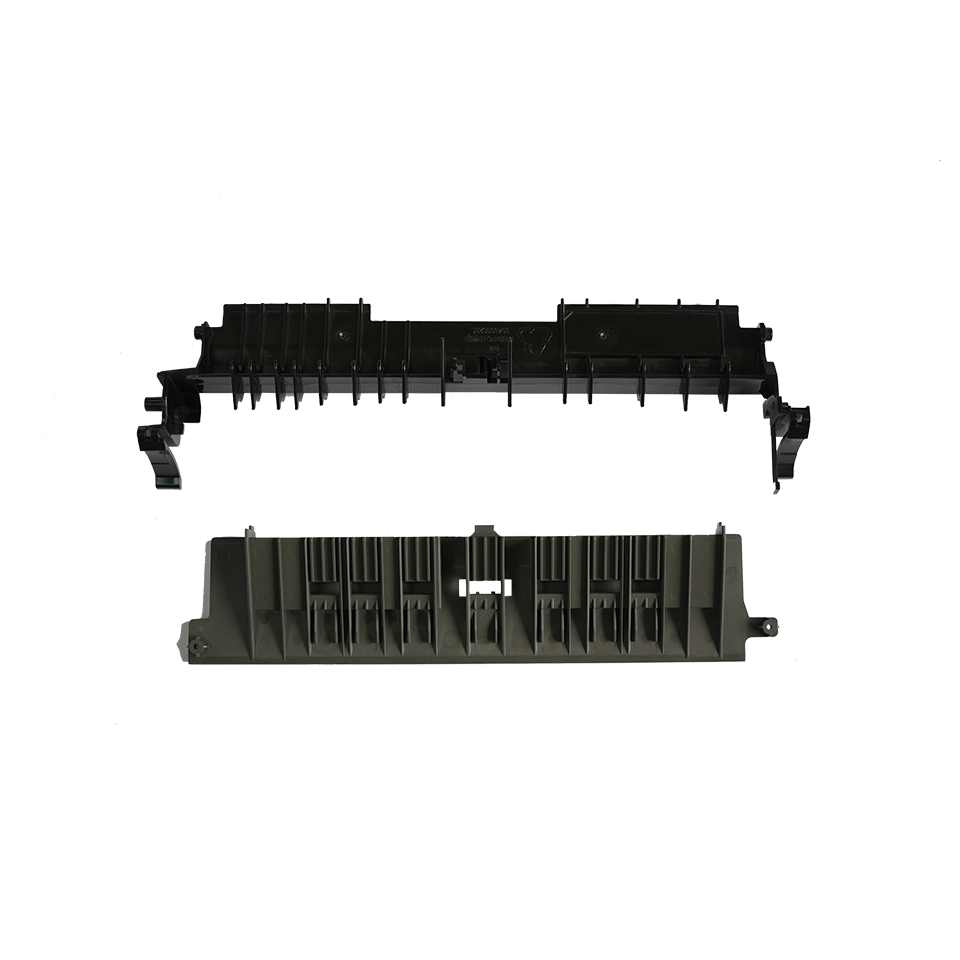
胶粒成型厂
双色注塑双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法!它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性.技术特点:核心料可以使用低黏度的材料来降低射出压力.从环保的考虑,核心料可以使用回收的二次料!根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。可以利用较低质量的核心料以降低成本!

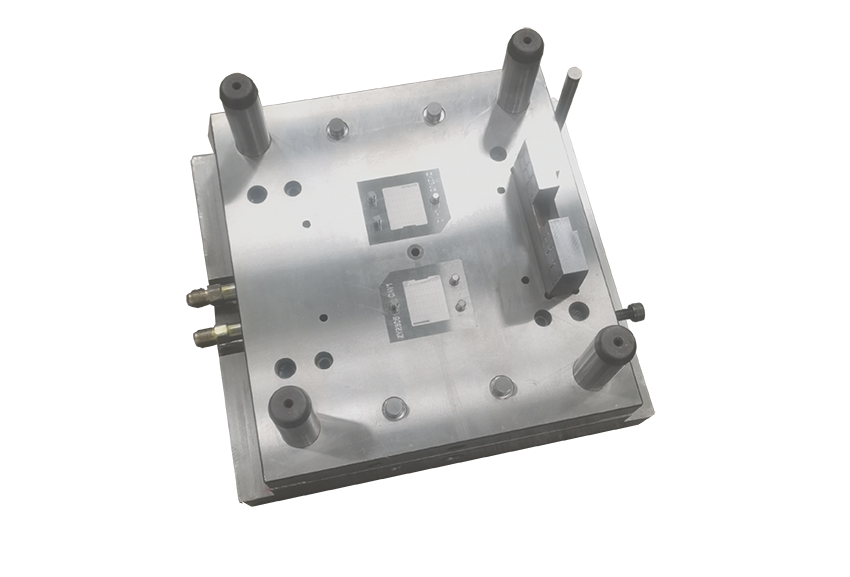
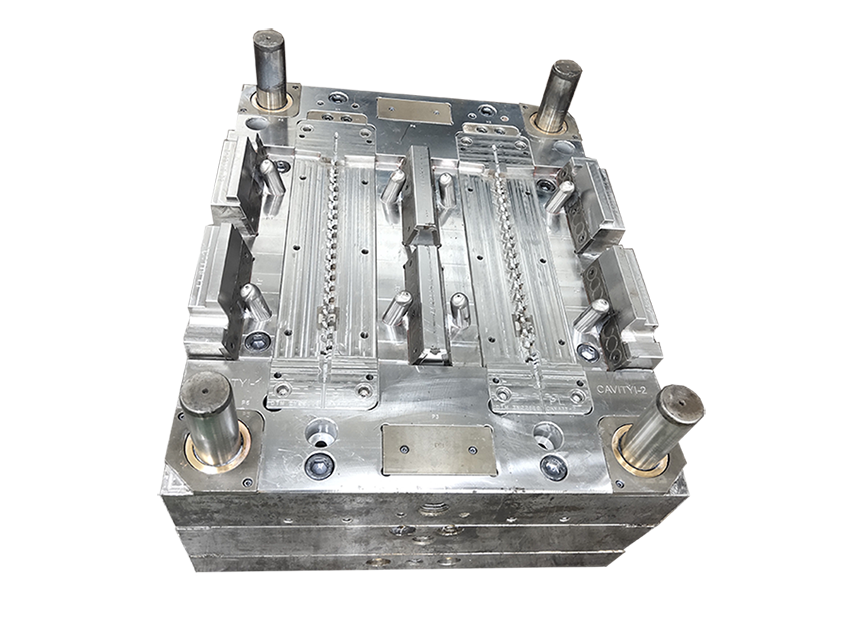
支架模具设计制作厂家_金属模具设计制作品质好_珠海正扬科技实业有限公司
以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括:原材料准备→塑炼→混炼→成型→硫化→休整→检验原材料准备橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料!其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型!在原材料准备过程中,配料必须按照配方称量准确.
供应商信息