
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工


- 产品名称:五轴铣削叶轮加工_长春大型叶轮加工多少钱_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-14
产品说明
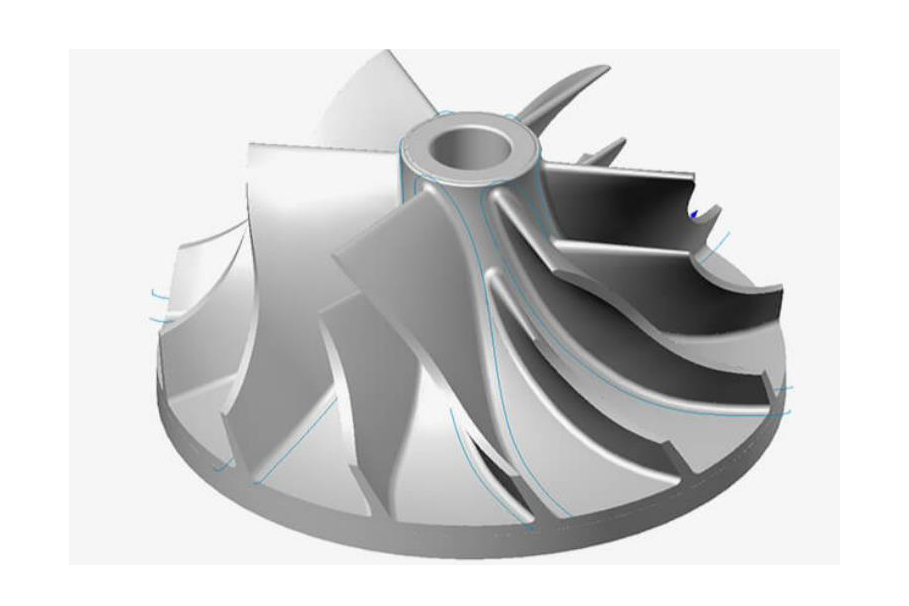
整体叶轮具有结构复杂、开敞性差、通道深等特点,首先需要进行叶片弯扭度、通道宽度和深度等的分析,以确定刀具参数!对于弯扭度大、开敞性差的叶轮,不能通过一次装夹从通道的叶尖部分加工到叶根部分,需要多次装夹,从进排气边双侧对接加工[2]。2插铣粗加工区域由于插铣加工沿着刀具轴向直线进给,因此其加工边界面为直纹面,而叶片型面一般为自由曲面。为生成插铣加工刀具轨迹,首先需要用直纹面逼近叶片型面。刀轴的空间扫掠面为工件曲面(直纹面)的偏置面,考虑到留有余地,偏置距离设定为“刀具半径+加工余量”.
如图6所示,鼓形刀鼓形大旋转半径为R,鼓形刀母线的曲率半径为Re,鼓形刀沿轴向长度为Le!设鼓形刀和整体叶轮叶片曲面在P点切触,nc为叶片曲面在P点的单位法向矢量!设叶片曲面在P处对应的2个主曲率方向的单位矢量为e1和e2,叶片曲面在P点以弧长参数形式r(b,f)表示,(e1,e2,nc)构成切触点P处的局部坐标系!将鼓形刀中心点Tc定位在沿单位法矢nc、与P点距离为R的偏置点上;设k1和k2分别是叶片曲面在P点处沿着e1方向和e2方向的2个主曲率,则在P处的局部坐标系内,由微分几何,得鼓形刀表面的P点处局部二阶近似为nT=0!
至于选用哪种方法,要视叶片型面的形状而定.以包络直母线的2个端点作为型值点,反算出相同数量的控制顶点!用积累弦长参数法求出节点矢量,进而求解出直纹包络面R=r(u,v)。如图3所示,将叶轮叶尖子午线沿叶轮径向向外平移一段安全距离,然后绕叶轮轴线回转一周,得回转面T,作为加工区域的顶面;将轮毂面沿叶轮径向向外偏置得到H,作为加工区域的底面.顶面T、底面H与叶片的叶盆、叶背直纹包络面Rp、Rb所确定的空间区域,即为插铣粗加工区域,如图3所示。
五轴铣削叶轮加工

成都医疗器械五轴加工公司_长春医疗器械五轴加工价格_四川众兴汽车零部件有限公司

表面钝化_吉林表面钝化报价_四川众兴汽车零部件有限公司
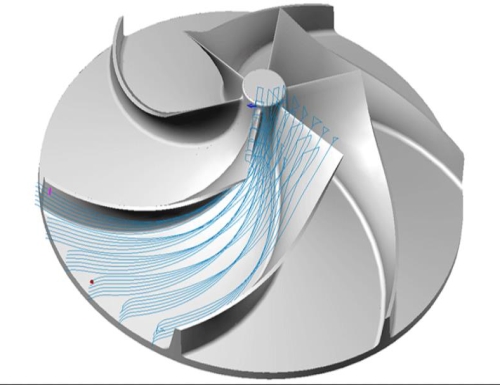
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率.研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量.通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据!叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示!
本文从提高加工效率出发,分别讨论了面向插铣方式的粗加工刀具轨迹生成算法和基于鼓形刀具的精加工刀具轨迹生成算法!整体叶轮插铣粗加工编程技术1插铣加工插铣加工,又称Z轴铣削法,是指刀具沿刀轴方向进给,利用刀具端面的切削刃进行钻、铣组合切削!与侧铣等加工方式相比,插铣加工刀具的径向切削力大为减小,从而可减轻刀具振动!采用插铣加工,在其他条件相同的情况下,可增大切削量,从而提高加工效率。目前,UG、CATIA已有三轴插铣加工编程模块,而对于复杂的整体叶轮,需要五坐标数控加工来实现!
四川工程机械加工处理厂家_机械加工处理厂家_四川众兴汽车零部件有限公司

吉林钝化_成都金属钝化_四川众兴汽车零部件有限公司
记者:日本电子高新技术博览会是亚洲最大级别的影像、信息、通信技术国际博览会,每年10月在千叶县千叶市的幕张会展中心开幕。该展会由日本信息通信网络产业协会、电子信息技术产业协会,以及电脑软件协会等团体所主办,如果算上它的前身“电子部件展览会”,从1962年至今已经举办过49届。博览会上,每年都吸引了不少日本海内外的IT技术企业以及相关团体参展,发表当今时代的最新技术展品或进行技术展示。同时,各个企业的高层也会在展会期间内举行演讲会和讨论会。
供应商信息






