
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
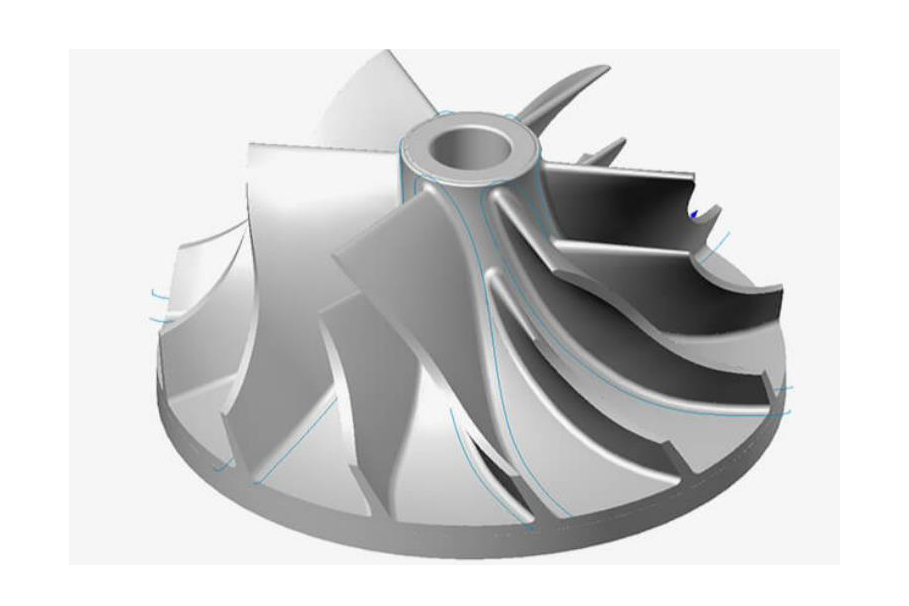




- 产品名称:长春三轴叶轮加工公司_四川大型叶轮加工处理_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-14
产品说明
整体叶轮精加工编程技术整体叶轮的精加工,既要保证满足精度要求,又要尽可能地提高加工效率。提高加工效率可以通过优化加工轨迹来实现,在这方面的研究有很多,有的方法基于等残留高度准则,避免冗余刀具轨迹;有的从减少过渡刀具轨迹长度入手;有的研究光顺刀具轨迹的生成,以保证较高的进给速度.另一方面,也可以通过优选刀具参数来提高加工效率!其中,采用鼓形刀具是一种有效的方法!1鼓形刀几何参数的确定确定鼓形刀几何参数的原则是:鼓形刀和叶片曲面相切触时,至少存在一个姿态,使得鼓形刀和整体叶轮叶片曲面不发生局部干涉!
5(keb2+kcf2),其中ke=1/Re,kc=1/R,分别为鼓形刀母线的曲率和大旋转半径对应的小径向曲率.被加工曲面在P点处局部二阶近似为ns=0!5(k1b2+k2f2),式中1k、2k分别为叶片曲面在P点处的主曲率!设H为鼓形刀具表面距离叶片曲面的法向高度,即H=nT-nS=0。5[(ke-k1)b2+(kc-k2)f2]!如果鼓形刀和叶片曲面不发生干涉,则需要满足对任意的(b,f)都有H≥0,即要求kek1,且kck2!
如图6所示,鼓形刀鼓形大旋转半径为R,鼓形刀母线的曲率半径为Re,鼓形刀沿轴向长度为Le。设鼓形刀和整体叶轮叶片曲面在P点切触,nc为叶片曲面在P点的单位法向矢量!设叶片曲面在P处对应的2个主曲率方向的单位矢量为e1和e2,叶片曲面在P点以弧长参数形式r(b,f)表示,(e1,e2,nc)构成切触点P处的局部坐标系!将鼓形刀中心点Tc定位在沿单位法矢nc、与P点距离为R的偏置点上;设k1和k2分别是叶片曲面在P点处沿着e1方向和e2方向的2个主曲率,则在P处的局部坐标系内,由微分几何,得鼓形刀表面的P点处局部二阶近似为nT=0.
本文从提高加工效率出发,分别讨论了面向插铣方式的粗加工刀具轨迹生成算法和基于鼓形刀具的精加工刀具轨迹生成算法!整体叶轮插铣粗加工编程技术1插铣加工插铣加工,又称Z轴铣削法,是指刀具沿刀轴方向进给,利用刀具端面的切削刃进行钻、铣组合切削!与侧铣等加工方式相比,插铣加工刀具的径向切削力大为减小,从而可减轻刀具振动.采用插铣加工,在其他条件相同的情况下,可增大切削量,从而提高加工效率!目前,UG、CATIA已有三轴插铣加工编程模块,而对于复杂的整体叶轮,需要五坐标数控加工来实现。
计算等参数线的包络直母线。包络直母线求解要满足:直母线要完全在包络一侧,即叶片型面相邻流道的内侧,以保证加工余量,避免发生过切和刀具干涉;叶尖与叶根加工余量尽量均匀!文献采用小面积原理求解包络直母线,如图2(b)中点划线所示,这种方法材料去除率大,但可能会使叶尖部分加工余量比叶根部分更多,降低加工时叶片的刚度!另一种方法是基于叶尖和叶根等加工余量求解包络直母线,如图2(b)中的实线所示,这种方法留出的加工余量较大!
四川东北铸件浸渗工厂_四川铝铸件浸渗厂家_四川众兴汽车零部件有限公司

铝件曲面加工_四川铝件曲面加工_四川众兴汽车零部件有限公司
长春三轴叶轮加工公司
如果δei,则记录此点为p(u),转步骤,直到出现δstyle="font-family:Arial;font-size:14px;line-height:18px;white-space:normal;background-color:rgb(255,255,255);"Ei,则确定下一个刀触点p(ti+1)为记录点P(u).3鼓形刀加工刀位点计算待刀触点和刀轴矢量确定之后,刀位点C即可根据图6所示的几何关系方便地求出!
设走刀方向为参数增加方向,即ti+1ti,保证ti+1在一个相对较小的初始区间范围.算法描述如下(参见图7)!将参数线离散成等分的一些离散点p(tj),j=1,2,…,N,并设当前刀触点为p(ti)。假定下一刀触点的位置为p(ti+1),计算2点之间的距离d,并确定线段的中点T。设t=(ti+ti+1)/2,得到参数线上点p(t),并计算线段中点T和参数线上点p(t)之间的距离,也就是加工曲面时存在的误差δ.从近几年世界机器人推出的产品来看,工业机器人技术正在向智能机器和智能系统的方向发展,其发展趋势主要为结构的模块化和可重构化,控制技术的开放化、PC化和网络化,伺服驱动技术的数字化和分散化,多传感器融合技术的实用化,工作环境设计的优化和作业的柔性化,以及系统的网络化和智能化等方面。这正是国内高端机床产品升级的方向和发展趋势。机床企业掌握了这些技术,跨入机器人领域是一种必然,但是必须综合权衡自身企业的技术、品牌、资金、市场等方面的优势来定位开发机器人项目。
供应商信息






