
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
- 您当前的位置:
- 首页>
- 产品中心 >叶轮加工 >叶轮加工_长春精密叶轮加工制造_四川众兴汽车零部件有限公司



- 产品名称:叶轮加工_长春精密叶轮加工制造_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-08
产品说明
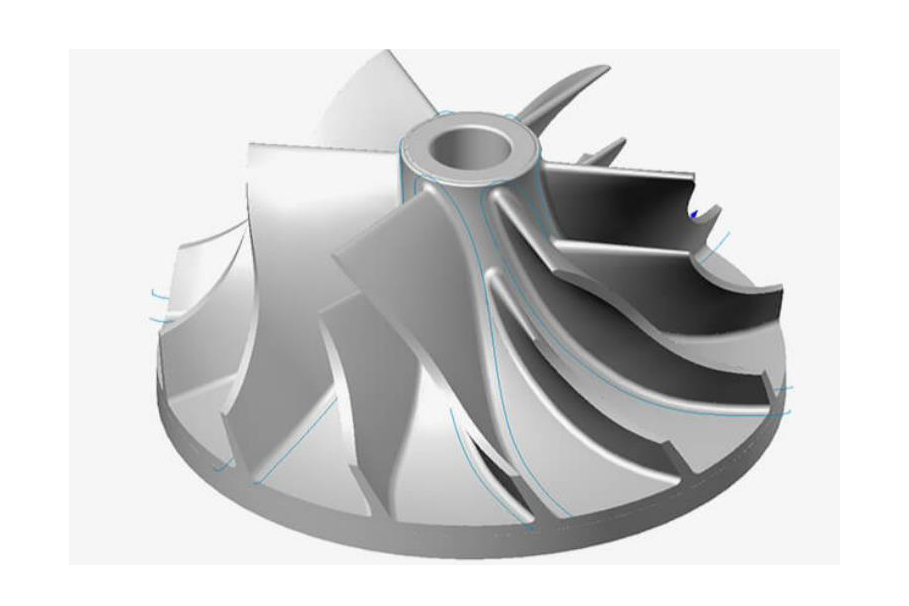
3插铣粗加工刀具轨迹生成如图4所示,叶盆和叶背的偏置直纹包络面Rp、Rb与顶面T的相交线分别为C1(u)、C2(u)与底面H的相交线分别为C3(u)、C4(u)!根据残留高度计算插铣加工步长,解得C3(u)边界线上的所有刀位点T3_i(i=1,2,…,n).过T3i作垂直于叶轮轴向的平面Pi,Pi分别交C1(u)于点T1_i,交C2(u)于点T2_i,交C4(u)于点T4_i!连接刀位T−−−1−iT−→3i和T−−−2−iT−→4i近似构成直纹包络面的直母线,则T−−−1−iT−→3i、T−−−2−iT−→4i、分别为叶盆和叶背边界面的插铣刀轴方向,即边界面刀轴矢量,如图5所示。

长春数控五轴加工_四川曲面五轴加工报价_四川众兴汽车零部件有限公司

吉林东北浸渗_长春专业浸渗处理厂家_四川众兴汽车零部件有限公司
叶轮加工
干涉判别算法如下:首先将整体叶轮的叶片曲面离散成足够多的离散点{Pi},i=1,2,…,N,再对任意一点进行分析,分析出叶片曲面的大和小曲率{k1i}和{k2i},则设K1=max{k1i}和K2=max{k2i},只要kc≥K1且kcK2,则以此为几何参数的鼓形刀加工叶片曲面时一定不会产生局部干涉.2鼓形刀加工刀触点规划规划刀具轨迹的生成方法基于等参数线变步长法,设当前的刀触点为p(ti),由该点通过弦截法计算下一刀触点p(ti+1),并使2点之间加工误差δ不大于加工容差Ei。
五坐标数控铣削加工具有柔性、等优点,已成为整体叶轮加工常用的方法之利用五坐标数控加工中心制造整体叶轮,加工编程是其关键技术之一。加工编程的主要任务是确定刀具和工件的相对位置和相对运动,生成数控加工刀具轨迹,以驱动加工中心的运动,完成自动切削!在保证整体叶轮制造质量的前提下,效率是非常重要的指标!一般将整体叶轮的切削分为粗加工和精加工:粗加工的主要任务是在尽可能短的时间内去除尽可能多的材料;在精加工中,既要生产出符合精度要求的合格产品,又要求切削效率高。
本文从提高加工效率出发,分别讨论了面向插铣方式的粗加工刀具轨迹生成算法和基于鼓形刀具的精加工刀具轨迹生成算法!整体叶轮插铣粗加工编程技术1插铣加工插铣加工,又称Z轴铣削法,是指刀具沿刀轴方向进给,利用刀具端面的切削刃进行钻、铣组合切削。与侧铣等加工方式相比,插铣加工刀具的径向切削力大为减小,从而可减轻刀具振动!采用插铣加工,在其他条件相同的情况下,可增大切削量,从而提高加工效率!目前,UG、CATIA已有三轴插铣加工编程模块,而对于复杂的整体叶轮,需要五坐标数控加工来实现。
设走刀方向为参数增加方向,即ti+1ti,保证ti+1在一个相对较小的初始区间范围!算法描述如下(参见图7)!将参数线离散成等分的一些离散点p(tj),j=1,2,…,N,并设当前刀触点为p(ti).假定下一刀触点的位置为p(ti+1),计算2点之间的距离d,并确定线段的中点T!设t=(ti+ti+1)/2,得到参数线上点p(t),并计算线段中点T和参数线上点p(t)之间的距离,也就是加工曲面时存在的误差δ.
四川东北铸件堵漏浸渗_四川铁铸件堵漏修补_四川众兴汽车零部件有限公司
5(keb2+kcf2),其中ke=1/Re,kc=1/R,分别为鼓形刀母线的曲率和大旋转半径对应的小径向曲率。被加工曲面在P点处局部二阶近似为ns=0!5(k1b2+k2f2),式中1k、2k分别为叶片曲面在P点处的主曲率!设H为鼓形刀具表面距离叶片曲面的法向高度,即H=nT-nS=0!5[(ke-k1)b2+(kc-k2)f2]。如果鼓形刀和叶片曲面不发生干涉,则需要满足对任意的(b,f)都有H≥0,即要求kek1,且kck2! 三菱电机开发的机器人系统由4台垂直多关节型机器人、1台三维视觉传感器、1台二维视觉传感器、工作台及托盘构成。第一台机器人上安装有三维视觉传感器,机器人可从散装部件中夹出一个部件,放到平坦的工作台上。第二台机器人与二维视觉传感器配套,在确认工作台上放置的部件的状态后,抓住部件。如果是简单部件可当即在托盘上排列部件,而如果是复杂部件,需要实施将部件翻过来的作业,因此这时会将部件交给第三台机器人,换成所规定的状态。然后再将部件递给第四台机器人,通过该机器人在托盘上排列部件。
供应商信息






