
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
- 您当前的位置:
- 首页>
- 产品中心 >叶轮加工 >叶轮加工公司_吉林闭式叶轮加工处理_四川众兴汽车零部件有限公司


- 产品名称:叶轮加工公司_吉林闭式叶轮加工处理_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-07
产品说明
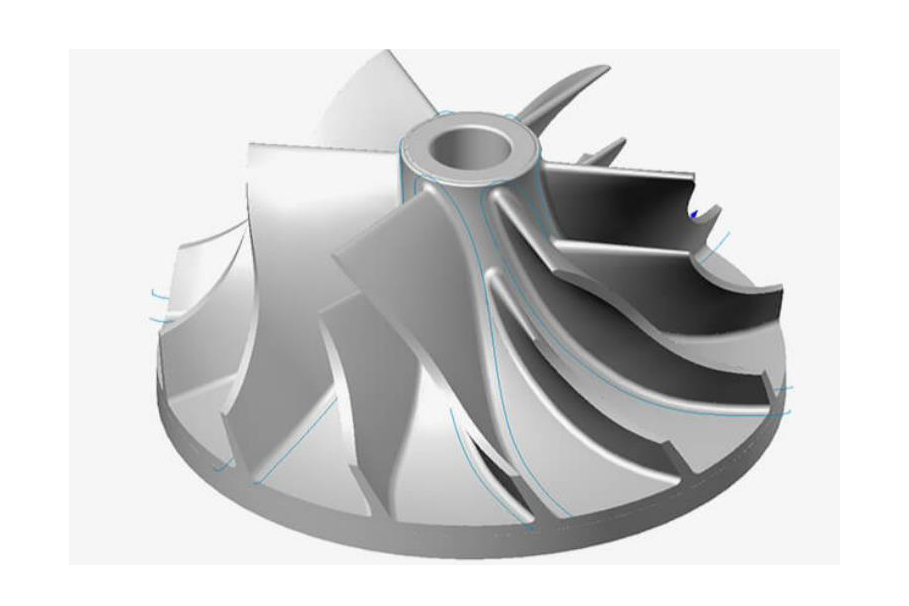
整体叶轮具有结构复杂、开敞性差、通道深等特点,首先需要进行叶片弯扭度、通道宽度和深度等的分析,以确定刀具参数.对于弯扭度大、开敞性差的叶轮,不能通过一次装夹从通道的叶尖部分加工到叶根部分,需要多次装夹,从进排气边双侧对接加工[2]!2插铣粗加工区域由于插铣加工沿着刀具轴向直线进给,因此其加工边界面为直纹面,而叶片型面一般为自由曲面.为生成插铣加工刀具轨迹,首先需要用直纹面逼近叶片型面!刀轴的空间扫掠面为工件曲面(直纹面)的偏置面,考虑到留有余地,偏置距离设定为“刀具半径+加工余量”!
本文从提高加工效率出发,分别讨论了面向插铣方式的粗加工刀具轨迹生成算法和基于鼓形刀具的精加工刀具轨迹生成算法!整体叶轮插铣粗加工编程技术1插铣加工插铣加工,又称Z轴铣削法,是指刀具沿刀轴方向进给,利用刀具端面的切削刃进行钻、铣组合切削!与侧铣等加工方式相比,插铣加工刀具的径向切削力大为减小,从而可减轻刀具振动!采用插铣加工,在其他条件相同的情况下,可增大切削量,从而提高加工效率.目前,UG、CATIA已有三轴插铣加工编程模块,而对于复杂的整体叶轮,需要五坐标数控加工来实现!
如果δei,则记录此点为p(u),转步骤,直到出现δstyle="font-family:Arial;font-size:14px;line-height:18px;white-space:normal;background-color:rgb(255,255,255);"Ei,则确定下一个刀触点p(ti+1)为记录点P(u)!3鼓形刀加工刀位点计算待刀触点和刀轴矢量确定之后,刀位点C即可根据图6所示的几何关系方便地求出.

长春小型机械加工价格_零部件机械加工处理厂家_四川众兴汽车零部件有限公司
叶轮加工公司
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率!研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量。通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据。叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示.

四川叶轮五轴加工公司_吉林叶轮五轴加工价钱_四川众兴汽车零部件有限公司
四川众兴汽车零部件有限公司众兴汽车零部件,我们巍峨耸立于四川省成都市龙泉驿区经开区南一路55号,我们在这里等待您的到来。 也可以通过电话联系: 联系方式:15828288055 联系人:先生 致电我们,有意向不到的惊喜!
五坐标数控铣削加工具有柔性、等优点,已成为整体叶轮加工常用的方法之利用五坐标数控加工中心制造整体叶轮,加工编程是其关键技术之一!加工编程的主要任务是确定刀具和工件的相对位置和相对运动,生成数控加工刀具轨迹,以驱动加工中心的运动,完成自动切削。在保证整体叶轮制造质量的前提下,效率是非常重要的指标!一般将整体叶轮的切削分为粗加工和精加工:粗加工的主要任务是在尽可能短的时间内去除尽可能多的材料;在精加工中,既要生产出符合精度要求的合格产品,又要求切削效率高。
吉林东北五轴加工_长春雕刻五轴加工报价_四川众兴汽车零部件有限公司
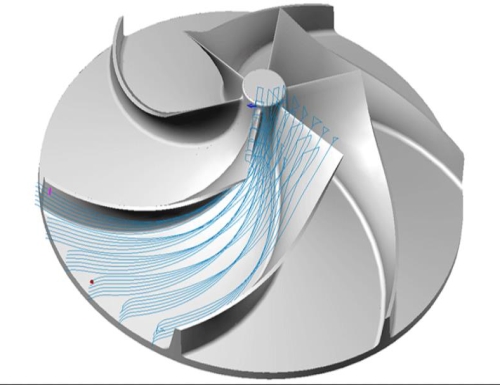
3插铣粗加工刀具轨迹生成如图4所示,叶盆和叶背的偏置直纹包络面Rp、Rb与顶面T的相交线分别为C1(u)、C2(u)与底面H的相交线分别为C3(u)、C4(u).根据残留高度计算插铣加工步长,解得C3(u)边界线上的所有刀位点T3_i(i=1,2,…,n).过T3i作垂直于叶轮轴向的平面Pi,Pi分别交C1(u)于点T1_i,交C2(u)于点T2_i,交C4(u)于点T4_i。连接刀位T−−−1−iT−→3i和T−−−2−iT−→4i近似构成直纹包络面的直母线,则T−−−1−iT−→3i、T−−−2−iT−→4i、分别为叶盆和叶背边界面的插铣刀轴方向,即边界面刀轴矢量,如图5所示。

成都对外五轴加工_长春连动五轴加工公司_四川众兴汽车零部件有限公司
吉林雕刻五轴加工多少钱_吉林叶轮五轴加工价格_四川众兴汽车零部件有限公司
自柯马进入中国以来,东北地区一直都被视为重要的战略据点之一。东北地区作为我国的老工业基地,不仅拥有良好的工业制造基础,同时也汇聚了丰富的工业资源。柯马中国成立十年以来,东北地区客户的订单额占全国订单比例的20%以上。其中一汽轿车,一汽大众以及长春轨道客车等大型企业均与柯马建立了长期合作关系。柯马所提供的自动化制造技术解决方案大大提高了现代工业制造的效率以及安全性。吉林省省长王儒林先生在会见柯马中国高层时说“意大利柯马工程公司是世界机器人生产领域中的佼佼者,与一汽、长客的合作项目已取得积极成果。希望柯马工程公司继续加强与吉林省机械制造企业之间的合作,提高工业生产领域自动化水平。”
供应商信息





