
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
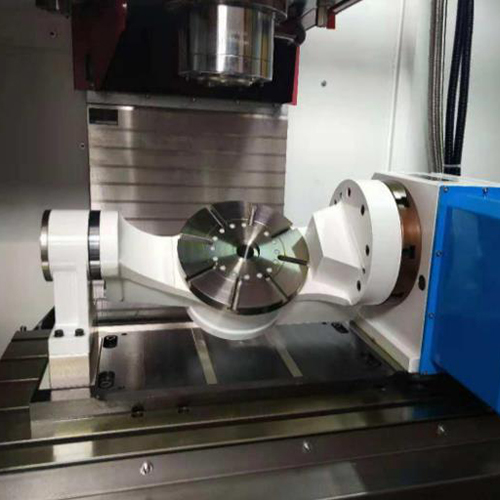
五轴加工


- 产品名称:成都医疗器械五轴加工费用_吉林五轴加工费用_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-07-31
产品说明
五轴数控加工的操作和编程技能密切相关,如果用户为机床增添了特殊功能,则编程和操作会更复杂。只有反复实践,编程及操作人员才能掌握必备的知识和技能.经验丰富的编程、操作人员的缺乏,是五轴数控技术普及的一大阻力.国内许多厂家从国外购买了五轴数控机床,由于技术培训和服务不到位,五轴数控机床固有功能很难实现,机床利用率很低,很多场合还不如采用三轴机床.对NC插补控制器、伺服驱动系统要求十分严格五轴机床的运动是五个坐标轴运动的合成!

五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析!如果CAM系统检测到错误,可以立即对刀具轨迹进行处理;但如果在加工过程中发现NC程序错误,不能像在三轴数控中那样直接对刀具轨迹进行修改。在三轴机床上,机床操作者可以直接对刀具半径等参数进行修改!而在五轴加工中,情况就不那么简单了,因为刀具尺寸和位置的变化对后续旋转运动轨迹有直接影响.刀具半径补偿在五轴联动NC程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却失效了!

成都医疗器械五轴加工费用

这是通俗的说法,并不是规范的说法,一般说来,五轴机床分两种:一种是五轴联动,即五个轴都可以同时联动,另外一种是五轴定位加工,实际上是五轴三联动:即两个旋转轴旋转定位,只有3个轴可以同时联动加工,这种俗称3+2模式的五轴机床,也可以理解为假五轴.发展五轴数控技术的难点及阻力大家早已认识到五轴数控技术的优越性和重要性.但到目前为止,五轴数控技术的应用仍然局限于少数资金雄厚的部门,并且仍然存在尚未解决的难题!
下面小编收集了一些难点和阻力,看是否跟您的情况对应?五轴数控编程抽象、操作困难这是每一个传统数控编程人员都深感头疼的问题.三轴机床只有直线坐标轴,而五轴数控机床结构形式多样;同一段NC代码可以在不同的三轴数控机床上获得同样的加工效果,但某一种五轴机床的NC代码却不能适用于所有类型的五轴机床!数控编程除了直线运动之外,还要协调旋转运动的相关计算,如旋转角度行程检验、非线性误差校核、刀具旋转运动计算等,处理的信息量很大,数控编程极其抽象!
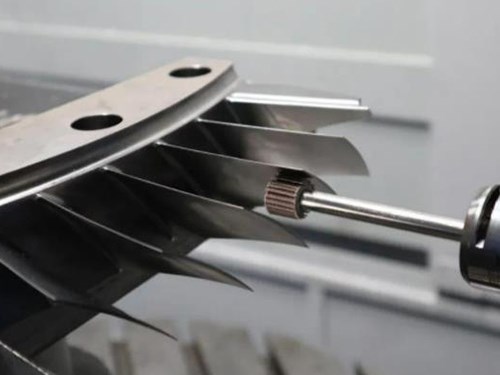
以圆柱铣刀进行接触成形铣削时,需要对不同直径的刀具编制不同的程序!目前流行的CNC系统均无法完成刀具半径补偿,因为ISO文件中没有提供足够的数据对刀具位置进行重新计算!用户在进行数控加工时需要频繁换刀或调整刀具的确切尺寸,按照正常的处理程序,刀具轨迹应送回CAM系统重新进行计算。从而导致整个加工过程效率十分低下。RTCP,解释一下,Fidia的RTCP是“RotationalToolCenterPoint”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果!

据介绍,本课题将从铠装缆的结构和工艺设计,材料选择和制造工艺研究、制造装备和测试试验平台建设、性能测试技术和标准、海上试验等方面进行系统研究,为海装提供技术支撑和配套。该课题由制造企业牵头,联合上海电缆研究所和深海ROV、拖体等设备用铠装缆用户单位广州海洋地质调查局,将采取多专业、多学科相结合,科研单位与生产单位相结合等方式,组成产—研—用联合体,逐步建成我国各类海洋仪器用铠装缆的设计、制造、检测基地,为我国海洋事业的发展提供技术支撑和配套。
供应商信息







