
 欢迎访问新乡市宏飞机床制造有限公司的网站
欢迎访问新乡市宏飞机床制造有限公司的网站

- 公司名称:新乡市宏飞机床制造有限公司
- 联系人:陈经理
- 手机:13937397837
- 公司地址:河南省新乡市牧野区寺庄顶工业园20号
中心孔磨床
- 您当前的位置:
- 首页>
- 产品中心 >中心孔磨床 >安徽中心孔磨床定制_重庆其他机床

- 产品名称:安徽中心孔磨床定制_重庆其他机床
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-08-29
产品说明
中心孔磨床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成。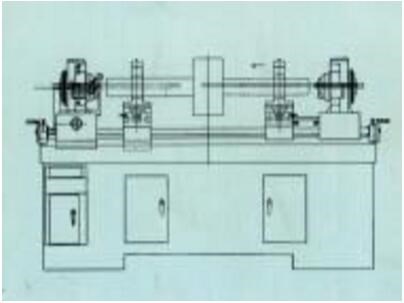
重庆立式车床厂家_单柱其他机床
关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、精密加工。
机床主要结构和传动要求:
1、机床床身导轨需要经过多次时效处理,耐磨性好。
2、磨轴部件足由极精密的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行精心装配和调整,最后能在45000转/分下稳定工作。主轴箱实现进给磨削和退回。
3、工件夹紧机构有自动定心功能。
4、砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行精确修整。
5、润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。
6、机床配置吸尘器,并实现磨削和吸尘同步进行。
7、电气系统
(1)布线整齐,结构合理,散热性强。
(2)电气系统适应机床工作环境。
2M8125卧式双头中心孔磨床,是对于回转直径大于300mm、长度在500mm-2500mm之间、重量在100kg以上的轴类零件两端的中心孔进行磨削加工而设计的专用机床。零件中心孔经该机床磨削后,可以保证两端中心孔的同轴要求,提高外圆的精度。主要用于精密机床、风电齿轮轴、汽车变速箱、电机、纺织机械、减速机械、轧辊机械、压缩机螺杆等行业的轴类零件加工制造。
结构特点:
1、一次装夹,实现两头中心孔的磨削。
2、床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动。
3、主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高。
4、床身导轨采用高精度导轨磨床磨削加工,保证床头箱左右移动的同心性。
5、工件放在两套夹紧机构上,根据工作长度不同,新乡市宏飞机床制造有限公司,宏飞机床制造,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间。(此项结构具体根据零件形状设计夹具)
6、采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位。
7、气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑。
8、砂轮修整装置固定的床头箱前面,金钢笔在手轮驱动下,可沿砂轮半角30°母线移动,同时又在母线切面内作往复振荡运动,可将砂轮锥面进行精确的修整。
9、机床配有吸尘器可将磨削砂粒和铁屑吸走,保持工作环境卫生、清洁。
凯达机床是国家车床专业生产定点企业、省车床行业排头兵,公司在引进和吸收国内外先进技术的同时,安徽中心孔磨床定制,江苏其他机床,致力于科技创新攻关,及时开发适应市场需求的尖端产品。该公司董事长骆一峰说,不断开发新产品,是企业保增长、促转型,应对各种挑战的重要法宝。2008年,公司积极调整产品结构,向大型、精密、高速、智能、多坐标联动和专用数控机床方向发展,先后开发成功了KDHM630卧式加工中心、KDXK-2530数控龙门铣床、KDVL460数控立式车床等18只新产品,占领了市场竞争的制高点。
由电动机换向,变速机构变速,离合器开停的快速传动系统,安徽中心孔磨床定制,浙江其他机床,又分为单电动机传动和双电动机传动两种不同类型。在升降台铣床的快速进给系统中,快速行程和工作行程公用一个电动机,而由两个分支传动,安徽中心孔磨床定制,山东其他机床,快速行程路线较短。离合器分为摩擦离合器和爪式离合器,之间互锁,前者负责接通快速行程,后者负责接通工作行程。立式车床快速进给传动系统也属于此类,快速和工作行程分别由两个电动机传动,可缩短传动链,简化进给箱结构。这类系统在各类机床上都有广泛应用。
仔细研读,可以发现“十一五”期间,行业不断推出具有先进水平的新产品,填补国家空白。如世界上直径最大的8m数控立式车床;直径320mm的数控落地铣镗床;龙门跨度10m的五轴联动数控桥式龙门车铣复合机床;龙门跨度9m的数控桥式双龙门镗铣床;加工直径5m、承重500t的重型数控卧式车床;深度1000mm的数控管板深孔钻床;一次装卡完成最大直径8000mm螺旋桨的七轴五联动数控加工机床;曲轴和轴拐加工的专用大型数控车床和切点跟踪随动数控磨床;加工直径2200mm的数控轧辊磨床;重型铣车复合加工中心等,这些新品的出现为航空航天、船舶、电力、国防、交通等重点用户提供所需的技术装备,提高了我国数控机床的竞争力。
供应商信息





