欢迎访问新乡市宏飞机床制造有限公司的网站
欢迎访问新乡市宏飞机床制造有限公司的网站

- 公司名称:新乡市宏飞机床制造有限公司
- 联系人:陈经理
- 手机:13937397837
- 公司地址:河南省新乡市牧野区寺庄顶工业园20号
中心孔磨床
- 您当前的位置:
- 首页>
- 产品中心 >中心孔磨床 >浙江中心孔磨床费用_重庆其他机床

- 产品名称:浙江中心孔磨床费用_重庆其他机床
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-08-29
产品说明
中心孔磨床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成。
关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、精密加工。
机床主要结构和传动要求:
1、机床床身导轨需要经过多次时效处理,耐磨性好。
2、磨轴部件足由极精密的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行精心装配和调整,最后能在45000转/分下稳定工作。主轴箱实现进给磨削和退回。
3、工件夹紧机构有自动定心功能。
4、砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行精确修整。
5、润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑。
6、机床配置吸尘器,并实现磨削和吸尘同步进行。
7、电气系统
(1)布线整齐,结构合理,散热性强。
(2)电气系统适应机床工作环境。
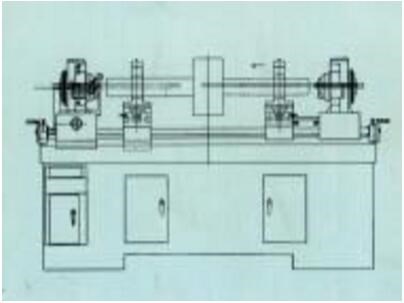
2M8125卧式双头中心孔磨床,是对于回转直径大于300mm、长度在500mm-2500mm之间、重量在100kg以上的轴类零件两端的中心孔进行磨削加工而设计的专用机床。零件中心孔经该机床磨削后,可以保证两端中心孔的同轴要求,提高外圆的精度。主要用于精密机床、风电齿轮轴、汽车变速箱、电机、纺织机械、减速机械、轧辊机械、压缩机螺杆等行业的轴类零件加工制造。
结构特点:
1、一次装夹,实现两头中心孔的磨削。
2、床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动。
3、主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高。
4、床身导轨采用高精度导轨磨床磨削加工,保证床头箱左右移动的同心性。
5、工件放在两套夹紧机构上,根据工作长度不同,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间。(此项结构具体根据零件形状设计夹具)
6、采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位。
7、气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑。
8、砂轮修整装置固定的床头箱前面,金钢笔在手轮驱动下,可沿砂轮半角30°母线移动,同时又在母线切面内作往复振荡运动,可将砂轮锥面进行精确的修整。
9、机床配有吸尘器可将磨削砂粒和铁屑吸走,保持工作环境卫生、清洁。
2012年,德国舍勒精密机床有限公司(Scherer Feinbau GmbH)的加入进一步拓宽了巨浪的产品线,而此次参展CIMT2015,舍勒的明星产品高速高精度双主轴立式车床VDZ 100 DS和数控倒立车VDZ 220也将一同现身。据介绍,VDZ 100 DS的床身设计采用了Hydropol(特殊混凝土和钢材),使得机床不仅具有极好的减震性能而且具有很强的静态和动态刚性。机床的双主轴配置提高了加工效率和柔性。VDZ 220倒立车配备了SIEMENS 840D Solution Line数控系统。X/Y/Z轴的快移速度达到60m/30m/30m/min。主轴转速为5500r/min。床身设计同样采用Hydropol,具有优秀的减震性能和极高的静/动态刚性。Y轴行程200mm的选项增强了机床通用性能。集成于机床床身的NC数控刀塔带VDI刀柄,使机床具备铣钻功能。
佳木斯骥驰拖拉机制造有限公司是目前我省最大的拖拉机制造企业。占地15.2万平方米,现有工程技术人员78人、高级工程师8人、中级职称49人。这个企业有着完善的管理组织机构、科研机构和冲焊、机加、热处理、机修、喷涂、装配等十二个生产车间,拥有b1250型龙门铣床、落地镗床、卧式镗床、数控镗铣加工中心、数控立式车床等设备及两条现代化轮式拖拉机装配生产线和一条全自动电泳喷漆线。2013年中小型拖拉机产量9000台,销售收入4亿元,利润3284万元,税金708万元。
针对汽、机车轮圈加工业市场的发展,福裕以综合加工机系列配合关系企业福硕科技公司的卧式车床,在去年下半年进入该产业,今年再导入立式车床产品,浙江中心孔磨床费用,山东其他机床,在轮圈产业及剎车盘加工业,新乡市宏飞机床制造有限公司,宏飞机床制造,可结合为一个完整生产线,配合现有全球营销通路的优势,浙江中心孔磨床费用,优质其他机床,及在汽、机车顶尖的专业营销人才,及配合客户测试的营销活动,将快速切入汽、机车加工市场,此系列产品的成功组合,浙江中心孔磨床费用,新乡其他机床,是福裕未来最大的竞争优势,且配合明年开始全球化营销,营收及获利将呈倍数成长。
供应商信息