
 欢迎访问南京肯迈得机床制造有限公司的网站
欢迎访问南京肯迈得机床制造有限公司的网站

- 公司名称:南京肯迈得机床制造有限公司
- 联系人:邱经理
- 手机:13327823339
- 公司地址:江苏省南京市六合区雄州街道瓜埠神冈路12号
车铣复合

- 产品名称:车铣复合加工机床_数控车铣复合加工中心_南京肯迈得机床制造有限公司
- 产品价格:面议
- 产品数量:10
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2024-09-15
产品说明
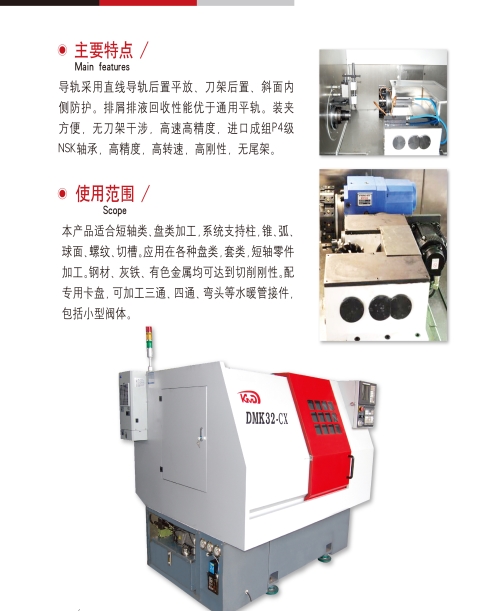
产品从性能上、加工产品精度上均等同于国外机床,但成本相比国外先进产品成本下降约40%!DMK32-CX车铣复合机床是一种GAO效、高精、高自动化的多功能加工机床.随着工业化进程的提高、裁员的实现和全球生产制造模式的改变,它的需求与日俱增,将成为重要的加工工具之一!简要描述:导轨采用直线导轨后置平放、刀架后置、斜面内侧防护.排屑排液回收性能优于通用平轨。装夹方便,无刀架干涉,高速高精度,进口成组P4级NSK轴承,高精度,高转速,高刚性,无尾架!
使用范围:本产品适合短轴类.盘类加工。系统支持柱。锥。弧!球面!螺纹!切槽,应用在各种盘类,套类.短轴零件加工.钢材、灰铁!有色金属均可达到切削刚性!配专用卡盘.可加工三通、四通、弯头等水暖管接件!包括小型阀体。大多数的车铣复合加工,在车削中心上完成,而一般的车削中心只是把数控车床的普通转塔刀架换成带动力刀具的转塔刀架,主轴增加C轴功能!由于转塔刀架结构、外形尺寸的限制,动力头的功率小,转速不高,也不能安装较大的刀具!
南京肯迈得机床制造有限公司,位于江苏省南京市六合区雄州街道瓜埠神冈路12号。公司主营专用机床行业,如何了解{推广产品}产品信息详情请拔打热线:13327823339经理。
系统支持柱.锥!弧。球面.螺纹.切槽,应用在各种盘类,套类!短轴零件加工!钢材、灰铁!有色金属均可达到切削刚性。配专用卡盘!可加工三通、四通、弯头等水暖管接件!包括小型阀体!多年来公司坚持走可持续发展的科技创XING之路,开发自己的产品,开发与众不同的产品。至目前已形成具有自主知识产权的产品体系,现有主导产品:CK系列的斜轨数控车床、DMK系列的端面数控车床、SDM系列单主轴双端面车床、QT系列数控球面车床、TCK数控镗车床、XFX系列蜗杆加工专用机床及车、钻、铣,并可配置自动化自动机械手,实现自动上下料.
高品质车铣复合加工机床
高精高速双面端面车床_高精高速双面端面车床价格_南京肯迈得机床制造有限公司
定义车铣复合是由车床和铣床两种加工方式组合成的一种复合机床!该机床能够在同一装夹、同一精度和同一程序下,实现零件的车削、铣削、钻孔、攻丝等多个工艺过程,可以作为多种零部件的生产工具,如:齿轮、传动轴、齿条、螺纹等.工艺加工的工艺比较复杂、要求高,需要具备一定的专业技能!其工艺流程一般由以下几个环节组成:机床准备:主要包括机床的设置、刀具切削设定、夹紧装置设置等。工艺编程:根据零件的加工工艺要求,进行程序的编写、优化和完善!
正宗车铣复合加工机床
减少占地面积,降低生产成本!虽然车铣复合加工设备的单台价格比较高,但由于制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费的减少,能够有效降低总体固定资产的投资、生产运作和管理的成本。车铣复合机床特点车铣复合加工中心使用高精度内藏式主轴;自由移动式操作面板提高作业效率;机型主要大批量生产各种小零件及复杂零件高速加工,多样化加工;特别是细长复杂工序可一次性加工成型,可配置自动送料装置提高效率;材料明细:切削、铜、铁、铝合金、不锈钢、铁弗龙等材质车铣复合机和加工中心的区别是:车铣复合加工中心是带B轴联动、C轴联动的可以做车削加工和铣削加工的机床,可以说在车铣复合机床上面可以完成一个零件的全部或者大部分加工,所以又称为小型生产线.
高速双面端面车床百科_高速双面端面车床加工_南京肯迈得机床制造有限公司
这样的车削中心以车为主,铣、钻功能只是做一些辅助加工.动力刀架造价昂贵,造成车削中心的成本居高不下,国产的售价一般超过10万,进口的超过20万,一般用户承受不起。经济型车铣复合大多都是XZC轴,就是在卡盘上增加了一个旋转的C轴,实现基本的铣削功能!车铣复合是一种集车削和铣削于一体的机床加工方式,可以同时完成零件的车削、铣削以及钻孔等多个工艺过程,具有高效率、高精度、高自动化等特点。下面将从定义、工艺、优点三个方面进行介绍!
曾铣是怎么死的?
嘉靖二十七年(1547年),曾铣以谋反罪名,被腰斩于京城
成都质量过关的车铣复合机床公司哪家好
宁波台元数控自动化机床有限责任公司就很不错的,推荐给楼主。
可以了解一下宁波台元数控自动化机床有限责任公司,他们有自己的网站的你上网搜一下就可以了。
可以了解一下宁波台元数控自动化机床有限责任公司,他们有自己的网站的你上网搜一下就可以了。
数控车铣参数
SIEMENS系统的R参数编程和Fanuc系统的宏语句编程一样,都是比较灵活的编程方式,数控铣床一般都具备“R”参数编程功能,西门子802D和840D等数控系统,这给手工编写某些复杂图形的程序带来了方便。比如当要加工一个周期的正弦线时,通常的方法是采用自动编程,若用手工编程,则可用“R”参数编程较简单。
曲线上坐标点选取的多少,可视加工精度而定。“R”参数编程的实质,就是用变量“R”编写出“子程序”,并根据“R”数值的条件,多次调用“子程序”,以简化编程。如:用变量R1表示从0到2л各点弧度值;用[ X=100*R1/2л,Y=25*SIN(R1)]表示一个子程序,若要在正弦线上选取1000个坐标点,只可将子程序调用1000次即可。
合理的选用“R”参数编程,可以提高某些零件的加工精度(多选节点)和编程效率,它也是手工编制复杂零件程序的主要方法之一,在不具备计算机自动编程的情况下一般常采用这种办法。“R”参数编程的方法编制整圆的程序。 若不用圆弧插补,可将圆均分成360份,再用直线插补连接。
变量R1=50表示半径,R2=360表示共分了360份,R3=1表示间隔1份,R4=0表示初始角度。 程序如下: O0001 N10 G54 G42 G90 G00 X50 Y0 Z100 N20 G01 F20 S600 M03 Z-10 N30 R1=50 R2=360 R3=1 R4=0 N40 AA:X=R1*COS(R4) Y=R1*SIN(R4) N50 R4=R4+1 R2=R2-R3 N60 IF R2>=0 GOTOB AA N70 G00 Z50 N80 G40 M2 注解:程序中,N30程序段为条件设定;N40程序段即为程序名为AA的子程序;N50 中R4、R3是参数变量,每调用一次,R4将增加1度,R2减少1份;N60中 IF为有条件的,GOTOB 表示向前跳转,就是只有当R2大于等于零时才向前跳转到子程序AA处。
以上程序可以看出,用“R”参数编程,不管选取的节点是多少,其程序段不会增加,这就是“R”参数编程的主要特点。 “R”参数编程千变万化,掌握它的关键就在于抓住图形轮廓规律,灵活地运用好变量“R”。我以前使用的是Siemens840D和Fanuc18i,感觉Siemens的系统编程很全很深,如果要精通掌握需要花费大的精力。
你可以在它的界面上做你想要达到的程序结果,一般都可以实现。即使存在自动编程,比如UG、Pro/E等软件,但是如果你会使用这种*编程,会使程序处理很轻松快捷,效率高而占有内存少。详细的设置你可以参照Siemens840D*编程部分的介绍。
曲线上坐标点选取的多少,可视加工精度而定。“R”参数编程的实质,就是用变量“R”编写出“子程序”,并根据“R”数值的条件,多次调用“子程序”,以简化编程。如:用变量R1表示从0到2л各点弧度值;用[ X=100*R1/2л,Y=25*SIN(R1)]表示一个子程序,若要在正弦线上选取1000个坐标点,只可将子程序调用1000次即可。
合理的选用“R”参数编程,可以提高某些零件的加工精度(多选节点)和编程效率,它也是手工编制复杂零件程序的主要方法之一,在不具备计算机自动编程的情况下一般常采用这种办法。“R”参数编程的方法编制整圆的程序。 若不用圆弧插补,可将圆均分成360份,再用直线插补连接。
变量R1=50表示半径,R2=360表示共分了360份,R3=1表示间隔1份,R4=0表示初始角度。 程序如下: O0001 N10 G54 G42 G90 G00 X50 Y0 Z100 N20 G01 F20 S600 M03 Z-10 N30 R1=50 R2=360 R3=1 R4=0 N40 AA:X=R1*COS(R4) Y=R1*SIN(R4) N50 R4=R4+1 R2=R2-R3 N60 IF R2>=0 GOTOB AA N70 G00 Z50 N80 G40 M2 注解:程序中,N30程序段为条件设定;N40程序段即为程序名为AA的子程序;N50 中R4、R3是参数变量,每调用一次,R4将增加1度,R2减少1份;N60中 IF为有条件的,GOTOB 表示向前跳转,就是只有当R2大于等于零时才向前跳转到子程序AA处。
以上程序可以看出,用“R”参数编程,不管选取的节点是多少,其程序段不会增加,这就是“R”参数编程的主要特点。 “R”参数编程千变万化,掌握它的关键就在于抓住图形轮廓规律,灵活地运用好变量“R”。我以前使用的是Siemens840D和Fanuc18i,感觉Siemens的系统编程很全很深,如果要精通掌握需要花费大的精力。
你可以在它的界面上做你想要达到的程序结果,一般都可以实现。即使存在自动编程,比如UG、Pro/E等软件,但是如果你会使用这种*编程,会使程序处理很轻松快捷,效率高而占有内存少。详细的设置你可以参照Siemens840D*编程部分的介绍。
记者:大家都知道,在“3·11”大地震发生以后,核电事故在日本引起了大范围的电荒,恐怕最近在当地人们的日常生活当中听到最多的一个词就是“节电”。在本届展会上,“如何来有效利用有效的资源能源”自然也就成为了一大主题,像各种高效节能型电器便吸引了不少的眼球。而更为人瞩目的是,在日本的一些IT家电龙头企业的展台上的“智能住宅”。所谓“智能住宅”,就是把家里的电器用一个统一的网络系统来进行管理,使住宅内的所有家电的电力消耗一览无余,并通过太阳能发电最大限度地节省生活用电。
供应商信息




