欢迎访问珠海正扬科技实业有限公司的网站
欢迎访问珠海正扬科技实业有限公司的网站

- 公司名称:珠海正扬科技实业有限公司
- 联系人:谭小姐
- 手机:15919128767
- 公司地址:广东省珠海市三灶镇三灶科技工业园星汉路18号
珠海正扬-模具设计制作
- 产品名称:模具设计制作技术好_注塑模具设计制作口碑好_珠海正扬科技实业有限公司
- 产品价格:面议
- 产品数量:1000000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-11-12
产品说明
如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等!e、铆合模是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体.根据工序组合程度分类依工序组合程度的不同,可将模具分成单工序模、复合模具级进模(也称连续模)、传递模等四大类!单工序模在压力机的一次行程中,只完成一道冲压工序的模具.复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具.
但是,如果实验用模具是为了获得制品有关收缩、尺寸稳定性及循环时间等的数据时,应该使用单型腔模具来实验,且能保证其能在生产条件下运用!模具-般用石育、铜、铝或铝钢合金制造,很少用到铝树脂!几何形状设计,设计时,经常要综合考虑尺寸稳定性及表面质量.例如,制品设计和尺寸稳定性要求采用阴模,但是表面要求光泽度较高的制品却要求使用阳模,这样-来,塑件订购方会综合考虑到这两点,以使制品能在zui佳条件下进行生产。
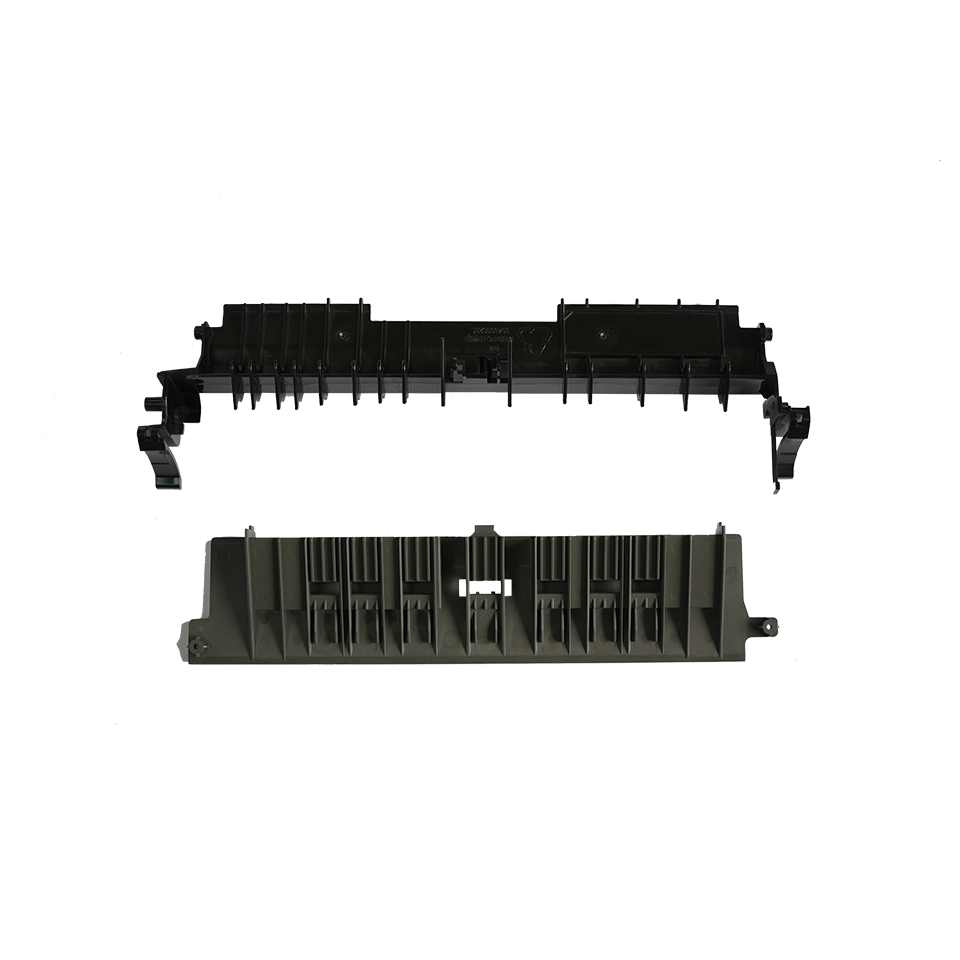
pp胶粒成型_精密胶粒成型哪家好_珠海正扬科技实业有限公司

模具设计制作厂家_塑胶模具设计制作公司_珠海正扬科技实业有限公司
模具设计制作技术好
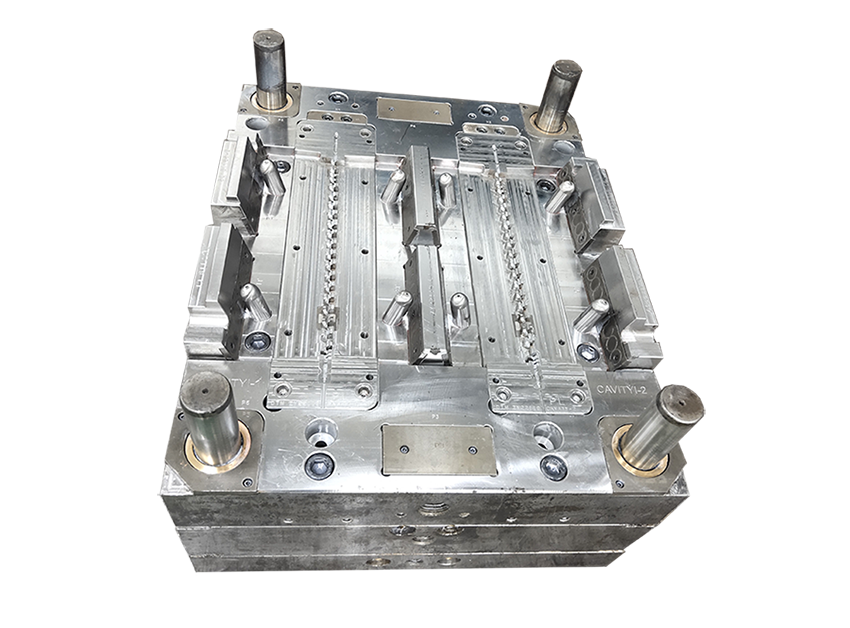
塑件制作要求工艺资料成型设备的选择模具具体结构方案模具设计胶件排位:胶件排位是指据客户要求,将所需的一种或多种胶件按合理注塑工艺、模具结构进行排列。胶件排位与模具结构、塑胶工艺性相辅相成,并直接影响着后期的注塑工艺,排位时必需考虑相应的模具结构,在满足模具结构的条件下调整排位.从注塑工艺角度排位需考虑以下几点:a,流道长度b,流道废料c,胶口位置d,进浇平衡e,型腔压力平衡从模具结构角度需考虑一下几点:a,滿足封胶要求b,满足模具结构空间要求行位,斜顶等空间要求,模具结构件是否足夠強度,多个运动件是否干涉,司筒位置要避开顶棍孔位置等!
其他的修整工作,如磨削、激光切削或射流,也必须留有余量.刀加模切割线间的间隙zui小,冲孔模修整时的分布宽度也很小,这些都是要注意的!收缩和变形,塑料易收缩(如PE),有些塑件易变形,无论如何预防,塑件在冷却阶段都会发生变形。在这种条件下,就要改变成型模具的外形来适应塑件的几何偏差.例如:尽管塑件壁保持平直,但其基准中心已偏离10mm;可以抬高模具底座,以调整这种变形的收缩量.收缩量,在制造吸塑成型模具时一定要考虑到下列的收缩因素!
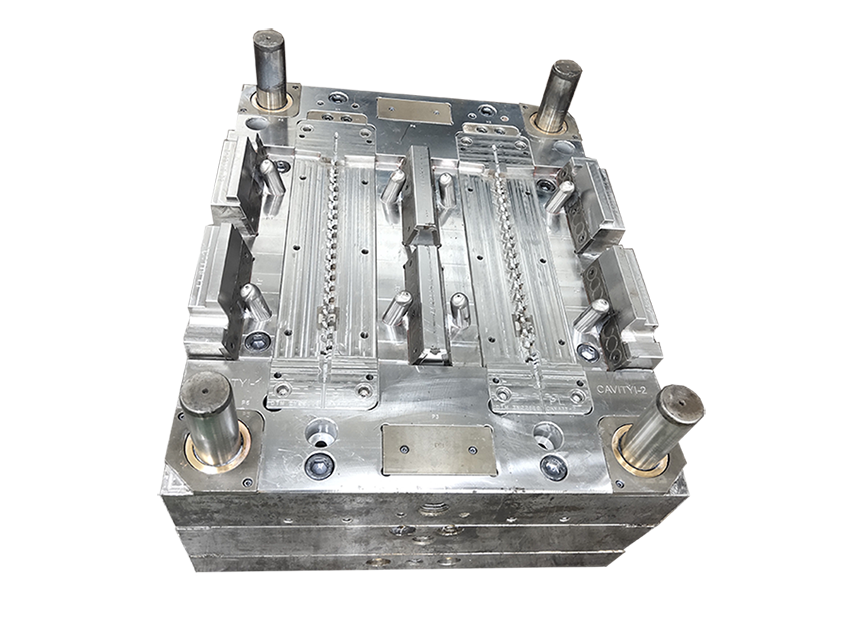
由于刀具的长度和直径问题,对于较深的凹槽,其不能直接用较大刀具成型,只能做电极EDM成型机械加工模具的机械加工包括CNC加工,EDM加工,线切割加工,深孔钻加工等等。模具在模胚及材料定购回来后只是粗加工状态或者只是钢料,这时必须根据模具的设计意图,进行一系列的机械加工,制成各种零部件.CNC加工,也就是数控加工中心,其要求包括了各种加工程序,刀具的选用,加工参数等等要求,有兴趣的可找相关资料学习!EDM加工,是电火花加工,其是利用放电腐蚀材料达到所要求尺寸的加工过程,因而只能加工可导电材料!
级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。传递模综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以大大提高产品的生产效率,减低产品的生产成本,节俭材料成本,并组质量稳定可靠.依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具抽制模具、成形模具和压缩模具等五大类。

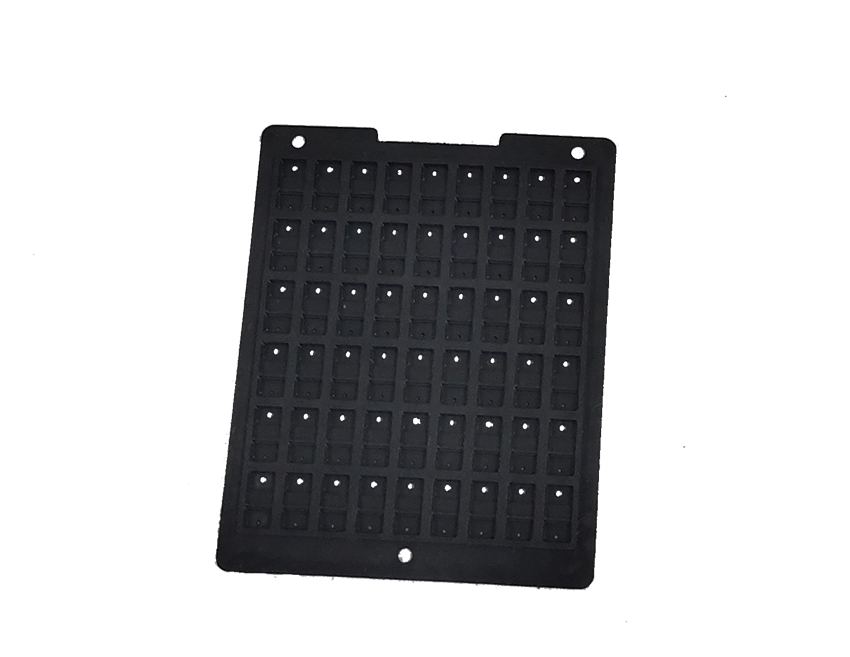
混合螺杆模具设计制作_注塑模具设计制作_珠海正扬科技实业有限公司
它主要通过所成型材料物理状态的改变来实现物品外形的加工!模具分类:根据工艺性质分类a、冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具.如落料模、冲孔模、切断模、切口模、切边模、剖切模等!b、弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。c、拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具.d、成形模是将毛坯或半成品I件按图凸、凹模的形状直接复制成形,而材料本身仅产性局部塑性变形的模具!
电机组件模具加工供应商_压缩机组件模具加工_珠海正扬科技实业有限公司
供应商信息