欢迎访问成都天仕龙科技有限公司的网站
欢迎访问成都天仕龙科技有限公司的网站

- 公司名称:成都天仕龙科技有限公司
- 联系人:吴志平
- 手机:13980870253
- 公司地址:成都高新区新乐中街291号1层
钻头
- 您当前的位置:
- 首页>
- 产品中心 >钻头 >成都数控钻头供应商_孔钻头相关-成都天仕龙科技有限公司
- 产品名称:成都数控钻头供应商_孔钻头相关-成都天仕龙科技有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2020-08-29
产品说明
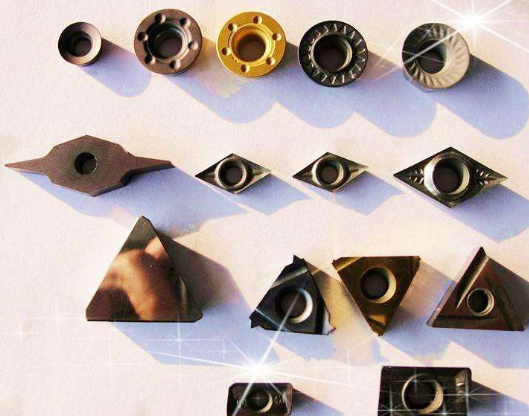
钻头的种类有哪些?钻头哪些牌子比较好?钻头怎么使用磨又快又耐用?钻头是破碎岩石的主要工具,俗话说,没有金刚钻就别揽瓷器活,所以说,拥有一个高质量的钻头是多么地重要。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。所以要选择好钻头,成都数控钻头供应商,要买到好钻头。钻头分类介绍:1、定心钻:用于在钻孔前预先钻出孔的中心位置,防止钻孔时钻头移位,分为60°、90°和120°三种形式。2、中心钻:用于加工中心孔,通常为高速钢。分为:A型(60°)、B型(60°并带120°保护锥)、R型(圆弧形)。3、麻花钻:主要用于钻孔,成都数控钻头供应商,标准为:GB/T6135.4-1996。4、锪孔钻:用于在已完成钻孔任务的孔口加工同轴的平面或倒角。依钻枘分类:直柄钻头:钻头直径于13.0mm以下皆采用直柄。锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
钻头使用磨又快又耐用的方法:⒈刃口要与砂轮面摆平——磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。这是钻头与砂轮相对位置的一步,位置摆好再慢慢往砂轮面上靠。⒉钻头轴线要与砂轮面斜出60°的角度——这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。⒊由刃口往后磨后面——刃口接触砂轮后,成都天仕龙科技有限公司,天仕龙科技,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。⒋钻头的刃口要上下摆动,钻头尾部不能起翘。

成都天仕龙数控刀具有限公司成立于2011年,位于川西的五金机电批发市场—成都万贯五金机电城。公司专营各类进口,国产刀片,刀杆,刀盘,刀柄等数控刀具。产品包括日本SUMITOMO(住友),KYOCERA(京瓷),TUNGALOY(东芝),MITSUBISHI(三菱),韩国TAEGUTEC(特固克),KORLOY(克罗伊),优势经销部分美国KENNAMETAL(肯纳),德国WALTER(瓦尔特),瑞典SANDVIK(山特维克)等,及部分普通刀具,量具,刃具,产品齐全,价格优惠,查成都数控钻头供应商,与众多客户保持着长期的合作关系。其可以为您提供各种规格的钻头。钻头购买成都天仕龙数控刀具有限公司的优势:360度服务体系 让您无后顾之忧——1、完善的物流配送,产品销往全国各地; 2、正常生产周期4天内发货; 3、紧急单特殊处理,确保客户利益;高标准、高要求品质有保障 满足定制需求——1、零部件交验合格; 2、产成品交验合格; 3、成品出厂合格; 4、顾客反馈信息处理及时;高性能进口原料 确保质量上乘——1、材料好: 原材料均采用日本、德国、瑞典进口,性能稳定; 2、安全可靠: 拥有专业热处理配套服务,给您提供准确真实的处理报告; 3、品质好: 严格的品检体系和检测设备,高精密度;

供应商信息