欢迎访问济南乔森数控设备有限公司的网站
欢迎访问济南乔森数控设备有限公司的网站

- 公司名称:济南乔森数控设备有限公司
- 联系人:刘文波
- 手机:15153156171
- 公司地址:山东省济南市工业北路58号恒大城K栋3-2504
冷压焊箔绕机
- 您当前的位置:
- 首页>
- 产品中心 >冷压焊箔绕机 >冷压焊箔绕机厂家/硅钢片纵剪机/济南乔森数控设备有限公司


- 产品名称:冷压焊箔绕机厂家/硅钢片纵剪机/济南乔森数控设备有限公司
- 产品价格:300000.00
- 产品数量:5
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2018-06-19
产品说明
冷压焊箔绕机厂家/硅钢片纵剪机/济南乔森数控设备有限公司
单层冷压焊箔绕机技术方案
一、设备概述
1.设备名称:单层300冷压焊箔绕机,型号:LBRJ(S1)—300。
2.设备用途:该设备用于变压器、电抗器箔式线圈绕制,线圈为单层箔带。
3.本机采用电机主动施加张力的先进技术,张力控制稳定准确,箔带张力和层间绝缘纸张力无论在卷绕、停绕、退绕时,均能施加恒定电动张力,避免绕制过程中线圈松紧不一。
4.箔带张力和层绝缘张力可以通过触摸屏数字设定和显示,这种电动张力控制和显示技术是目前最先进的张力控制技术。
5.箔带纠偏采用光电传感器非接触检测箔带边缘,伺服动态响应,反应快,纠偏精度高,不论箔带薄厚均可准确纠偏。
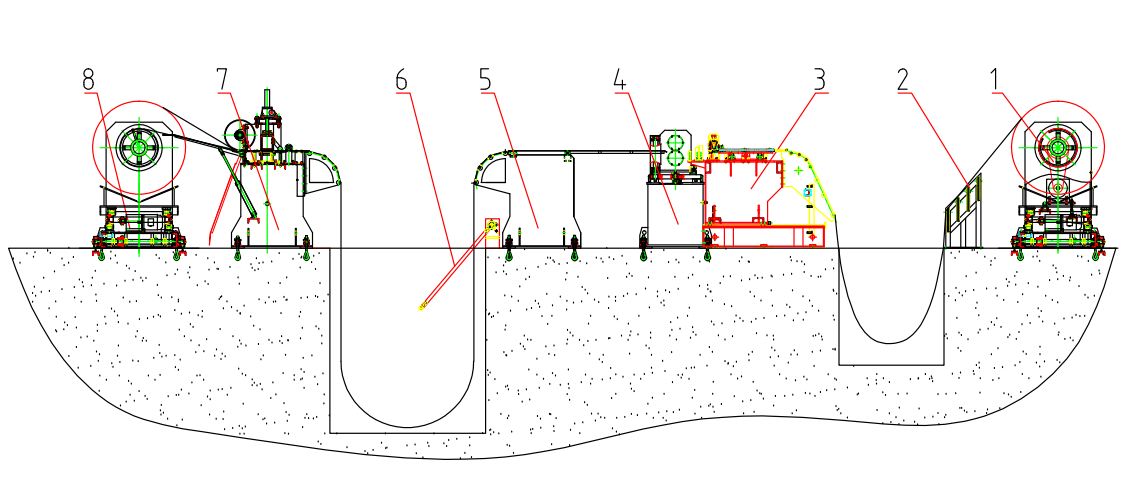
二、设备主要组成
1.卷绕机(伺服电机) 1套;
2.箔带开卷机 1套;
3.层绝缘开卷装置 1套;
4.冷压焊自动焊接装置 1套;
5.卷绕压辊装置 1套;
6.去毛刺装置 1套;
7.清洁装置 1套;
8.箔带自动纠偏装置 1套;
9.电动剪 1套;
10.冷压焊模具(12件) 1套;
11.电气控制系统 1套;
三、主要技术参数及性能
1.线圈加工范围
(1)轴向高度:50--300mm(含引排最大高度400mm)
(2)线圈外径:50--300mm(含引排最大直径400mm)
(3)线圈形状:圆形、矩形、椭圆形
(4)设备方向:面向设备主轴,收卷电机在左手边
2.线圈材料
(1)线圈材料:铜箔或铝箔
(2)箔带厚度:铜箔:0.2~2.0mm,铝箔:0.2~2.5mm
(3)卷料内径:500mm
(4)卷料外径:≤1000mm
3.箔带开卷机
(1)承料筒有效长度:300 mm
(2)承料筒涨缩范围:φ470~φ520mm
(3)承料筒最大承载:1000kg
(4)承料筒伸缩方式:手动
(5)箔带最大张紧力:3000N
(6)箔带张紧力控制方式:电动无级可调
4.卷绕机
(1)卷绕速度:0--30r/min
(2)调速方式:变频无级调速
(3)卷绕轴尺寸:50mm×50mm
(4)伺服电机功率:5.5千瓦
5.焊接装置
(1)焊接方式:冷压焊接
(2)焊接速度:每个焊点5到10秒
6.箔带剪切装置
(1)剪切方式:手持电动剪
(2)剪切宽度:300mm
7.层绝缘开卷装置
(1)层绝缘卷外径:≤φ400 mm
(2)层绝缘卷内径:φ76 mm
(3)层绝缘卷宽度:50--320 mm
(4)张紧力控制方式:电动无级可调
(6)层绝缘最大张紧力:400N
(7)主轴伸缩方式:气动
8.箔带纠偏装置
(1)纠偏方式:光电自动纠偏
(2)纠偏精度:±0 .5 mm
9.压毛刺装置:气动去毛,可随箔带左右移动
单层冷压焊箔绕机 母线加工机公司 济南乔森数控设备有限公司
10.清洁装置:气动清洁,可随箔带左右移动
11.电控系统
(1)控制方式:PLC控制,人机界面对话
(2)计数位数:五位(0~9999.9)
(3)计数精度:0.1 匝
12.能源要求
(1)电源:380V/50Hz;压缩空气:≥0.4Mpa
(2)安装容量:10千瓦
13. 设备主体颜色:G09
四、设备功能介绍
(1)箔带张力采用电机主动施加张力的先进技术,张力控制稳定准确,箔带张力无论在卷绕、停绕、退绕时,均能施加恒定张力,避免绕制过程中线圈松紧不一。
(2)箔带张力张力可以通过触摸屏数字设定和显示,这种电动张力控制和显示技术是目前最先进的张力控制技术。
(3)箔带纠偏采用光电传感器非接触检测箔带边缘,伺服动态响应,反应快,纠偏精度高,不论箔带薄厚均可准确纠偏,纠偏精度小于等于±0.5mm(原材料料边的S度不大于0.1mm/m);整个开卷装置可根据纠偏信号整体左右移动。
2.层绝缘开卷装置
(1)层间绝缘纸张力采用电机主动施加张力的先进技术,张力控制稳定准确,箔带张力无论在卷绕、停绕、退绕时,均能施加恒定张力,避免绕制过程中线圈松紧不一。
(2)层间绝缘纸张力可以通过触摸屏数字设定和显示,这种电动张力控制和显示技术是目前最先进的张力控制技术。
(3)每一套层间绝缘装置都可以可以手动左右移动,防止绕制双层绝缘纸时一层跑偏另一层没有跑偏的情况时,无法进行左右调节。
3.卷绕机
(1)收卷电机采用伺服电机,速度无级可调。
(2)卷绕机具有可靠的刹车制动,具备停车自锁功能,保证线圈在绕制和停车过程中不会松动。
(3)卷绕压辊为单压辊结构,压力无极可调,适用于各种形状的线圈压紧。
4.冷压焊自动焊接装置
(1)冷压焊是引进欧洲的一种新型焊接工艺,对适合焊接的延展性金属铜铝焊接后质量稳定、成本低、生产效率高;不用焊剂、无污染、焊接头不会腐蚀、温度不升高、材料结晶状态不变。
(2)冷压焊接装置由精钢结构的框架、夹紧单元、冷压焊单元、箔带打磨单元组成;冷压焊装置位于箔绕机中间靠近卷绕机的位置;通过手动操作按钮,可实现焊接单元的手动焊接和自动焊接;能通过记忆首次焊接位置的方式,来实现相同线圈绕制过程中的自动停车,从而实现绕制过程中全自动控制。
5.电气控制系统
(1)采用PLC控制、人机界面对话,并辅以按钮操作。
(2)箔带张力、层间绝缘纸张力、绕制状态、线圈参数可通过触摸屏设定及显示,直观准确;可以在PLC中保存线圈参数,需要绕制时直接调出程序即可。
(3)具有自动停车功能,设备具有突然断电自动记忆功能。
(4)设备主操作台及辅操作台有急停按钮,设备发生紧急情况时可紧急停机。
供应商信息