
 欢迎访问南京肯迈得机床制造有限公司的网站
欢迎访问南京肯迈得机床制造有限公司的网站

- 公司名称:南京肯迈得机床制造有限公司
- 联系人:邱经理
- 手机:13327823339
- 公司地址:江苏省南京市六合区雄州街道瓜埠神冈路12号
数控球面机床

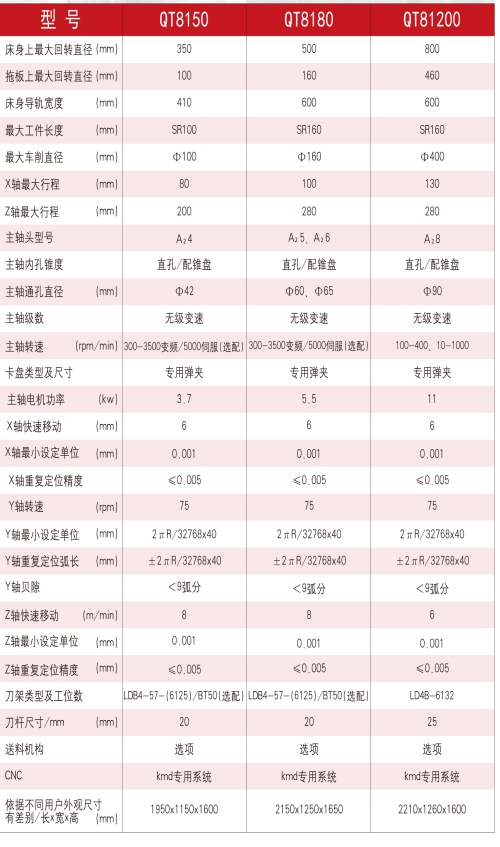
- 产品名称:QT8150球面车床_球面车床百科_南京肯迈得机床制造有限公司
- 产品价格:面议
- 产品数量:10
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2024-09-15
产品说明
球头数控车床以CNC数控系统对机床的运动进行控制,加工精度高、自动化程度高、效率高;普通球头(形)车床以工人手动为运动的动力源,加工运动自动化程度低、效率低,加工精度也不够高,适合对球形工件精度要求不高或球体毛胚加工.球体类机械部件,由于其特殊的外形,在机械加工中,有相当高的难度。2坐标数控车床由于刀具是2轴插补方式,不是走圆弧的弧线,加工出的球体圆幅度精度不足,不适合精度要求高的加工.数控球头车床——实现一次装夹,车削、滚压一次完成,加工的圆弧度0!
球面车床价格_球面车床车球面_南京肯迈得机床制造有限公司
QT8150球面车床
主要内容包括三种球面蜗杆传动原理和加工特点,机械结构及控制系统的总体设计方案,球面机床进给系统的机械结构设计和数控系统的电路设计!球头车床分为数控球头车床和普通球头车床两种!球头车床配备有圆盘回转刀架,都是以加工球形为特征的零部件为主要功能,属机床中专机一类!球体类机械部件应用广泛,汽车、锻压机床、石油煤气阀门、人体关节等行业!特别是汽车,一台汽车上有几十上百个以球体为特征的零部件。传统生产是:锻造毛胚——车削——磨削——抛光,工序长、工效低,加工精度也受限制.

DMK80端面车床哪里有卖_数控端面车床厂家电话_南京肯迈得机床制造有限公司
适合光学镜面加工,汽车球头杆加工,球阀加工等球体类高精度加工!.如:光学镜模具加工。汽车球头杆加工!球阀加工等!对于球面机床设计来说,zui重要的就是定位、夹紧方案的确定.针对机械这个零件加工要求的特点,确定了只能用定位、夹紧的办法来加工该零件。通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置.同时,通过对一系列定位误差和夹紧力的计算,验证了该零件的加工是可以保证其要求的精度的,它的加工误差在规定的范围内!
004mm,粗糙度0.01um,工件无需再磨削、抛光,大幅节省工序、能耗!球头数控车床QT8180数控球头车床用圆盘刀架,加工时刀具走圆球的圆弧弧线,没有插补的误差及机械误差,所以加工的圆弧度高(0!004mm)!在另一个圆盘刀架上利用“点压刀具系统”对工件表面实施滚压加工,滚压后粗糙度0!01um。球头车床是实现了、高精度加工球体类工件的车床。南京肯迈得机床制造有限公司开发的系列数控产品有CK系列的斜轨(线轨、滑轨)车床;DMK系列的适合加工盘类、法兰、短套类车床;SDM系列单主轴双端面车床;TCK系列数控镗车床;QT系列球面车床、XFX系列蜗杆机床,并可配置自动机械手广泛应用于的数控车床,使得企业能够进入自动化生产的行列!
高速双面端面车床介绍_高精高速双面端面车床厂家_南京肯迈得机床制造有限公司
而普通机床通常由切削刀架、工作台、进给系统、主轴等部分组成。球面机床的主要用途是制造球体工件,而普通机床的应用范围则更加广泛.技术含量高球面加工比平面加工难度、技术含量都要高,并需要更高的精度,因此制造和操作的技术要求也更加严格!为了确保ZUI终的加工质量,需要在球面机床的配置和使用上提出更高的要求!需要更JING确的检测和控制系统球面机床的加工精度要求很高,因此需要配备高精度的检测和控制系统!一般包括数控系统、联轴器、伺服电机、传感器、滚珠丝杠等配件,为了获得更高的加工精度,这些配件的质量都需要达到更高的标准。
对于球面机床或强力切削机床,应首先考虑轴承的承载能力。球面机床外球面轴承的刚度和抗振性为保证机床的加工质量,必须使主轴系统有足够的刚性,否则会产生较大的复映误差甚至颤振!抗振性是指抵抗受迫振动和自激震动的能力。主轴组件的抗振性取决于主轴和轴承的刚度和阻尼.采用预紧滚动轴承可有效地提高主轴系统的刚度.球面机床外球面轴承的噪声在机床中,磨头轴承的噪声是整机噪声中的主要成分,应选用低噪声滚动轴承!球面机床根据设计任务书的要求,本设计说明书针对球面蜗杆数控机床的加工及控制系统进行设计说明.
供应商信息



