欢迎访问珠海正扬科技实业有限公司的网站
欢迎访问珠海正扬科技实业有限公司的网站

- 公司名称:珠海正扬科技实业有限公司
- 联系人:谭小姐
- 手机:15919128767
- 公司地址:广东省珠海市三灶镇三灶科技工业园星汉路18号
珠海正扬-胶粒成型

- 产品名称:塑胶粒成型_注塑胶粒成型生产厂家_珠海正扬科技实业有限公司
- 产品价格:面议
- 产品数量:100000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2023-11-15
产品说明
工艺特点:精密注塑;突破了传统注塑的诸多局限,可显著减轻制件的重量、缩短成型周期;大大地改善了制件的翘曲变形和尺寸稳定性.应用:汽车仪表盘,门板、空调风管等纳米注塑成型(NMT)中兴GrandSEXTNMT(NanoMoldingTechnology):是金属与塑胶以纳米技术结合的工法,先将金属表面经过奈米化处理後,塑胶直接射出成型在金属表面,让金属与塑胶可以一体成形.纳米成型技术根据塑胶的位置分为两类工艺:塑胶为非外观面的一体成型塑胶为外观面的一体成型工艺特点:制品具有金属外观质感,制品机构件设计简化,让产品更轻、薄、短、小,且较CNC加工法更具成本效益!
精密塑胶成型生产厂家_精密模具塑胶成型加工_珠海正扬科技实业有限公司

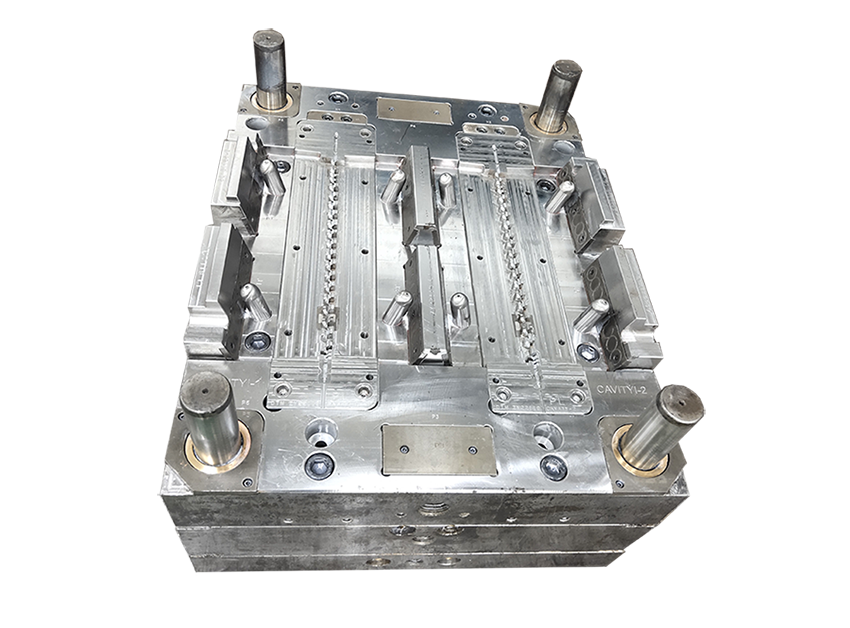
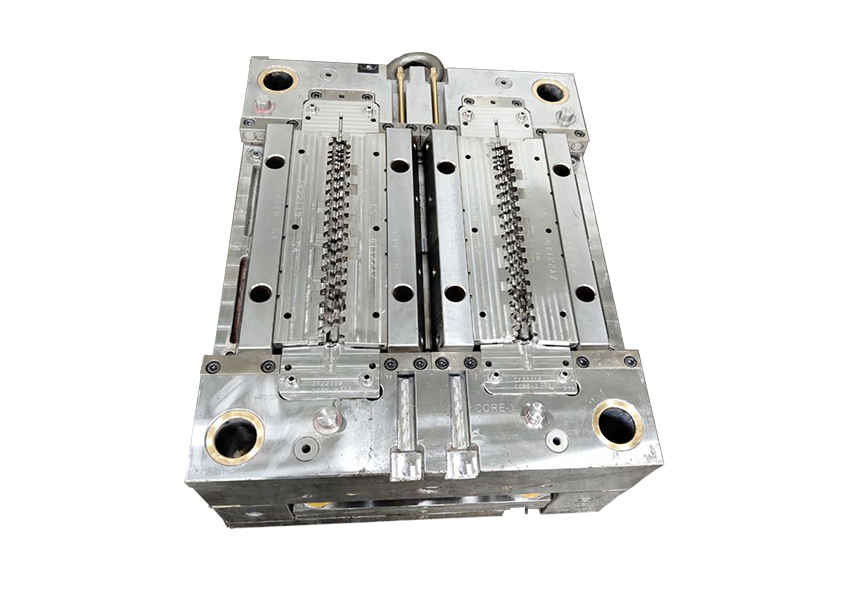
模具设计制作技术好_橡胶模具设计制作口碑好_珠海正扬科技实业有限公司
混炼为了适应各种不同的使用条件、获得各种不同的性能,也为了提高橡胶制品的性能和降低成本,必须在生胶中加入不同的配合剂。混炼就是将塑炼后的生胶与配合剂混合、放在炼胶机中,通过机械拌合作用,使配合剂完全、均匀地分散在生胶中的一种过程!混炼是橡胶制品生产过程中的一道重要工序,如果混合不均匀,就不能充分发挥橡胶和配合剂的作用,影响产品的使用性能!混炼后得到的胶料,人们称为混炼胶,它是制造各种橡胶制品的半成品材料,俗称胶料,通常均作为商品出售,购买者可利用胶料直接加工成型、硫化制成所需要的橡胶制品.
模具设计制作技术好_注塑模具设计制作口碑好_珠海正扬科技实业有限公司
降低生产成本并且高结合强度,及大幅降低相关耗材的使用率适用的金属与树脂材料:铝、镁、铜、不锈钢、钛、铁、镀锌板、黄铜;铝合金的适应性较强,包括1000到7000系列;树脂包括PPS、PBT、PAPA6PPA;PPS具有特别强的粘合强度(3000N/c㎡)!应用:手机外壳、笔记本电脑外壳等珠海胶粒成型模具、塑胶粒成型模具、PC胶粒成型模具、PVC胶粒成型模具、乳胶粒成型模具、pp胶粒成型模具、橡胶胶粒成型模具、硅胶粒成型模具哪里有?珠海胶粒成型厂、塑胶粒成型厂、PC胶粒成型厂、PVC胶粒成型厂、乳胶粒成型厂、pp胶粒成型厂、橡胶胶粒成型厂、硅胶粒成型厂该找谁?推荐→珠海正扬科技.
pp胶粒成型_精密胶粒成型哪家好_珠海正扬科技实业有限公司
TPU胶粒特性及加工工艺:TPU热塑性聚氨酯弹性体系列产品因其分子结构性单纯[仅含C!H、0、N]焚化燃烧时无空气污染,埋于土壤中因受温度及微生物作用3一5年内自然分解,TPU的无du环保性能是取代PVC制品的开展潮流而其du特的理化性能更是其它高分子材料所不可比较的,TPU材料[包括聚酯型和聚谜型树脂和共混物系列产品]已成为新世纪各行业shou选环保材料.其具有其它塑料材料所无法比较的硬度范围广、强度高、耐磨擦、韧性好、弹性好、耐寒、耐油、耐水、耐老化、耐气候等特性,同时他具有高防水性透湿性、防风、防寒、抗菌、防霉、保暖、抗紫外线以及能量释放等许多优异的功能.
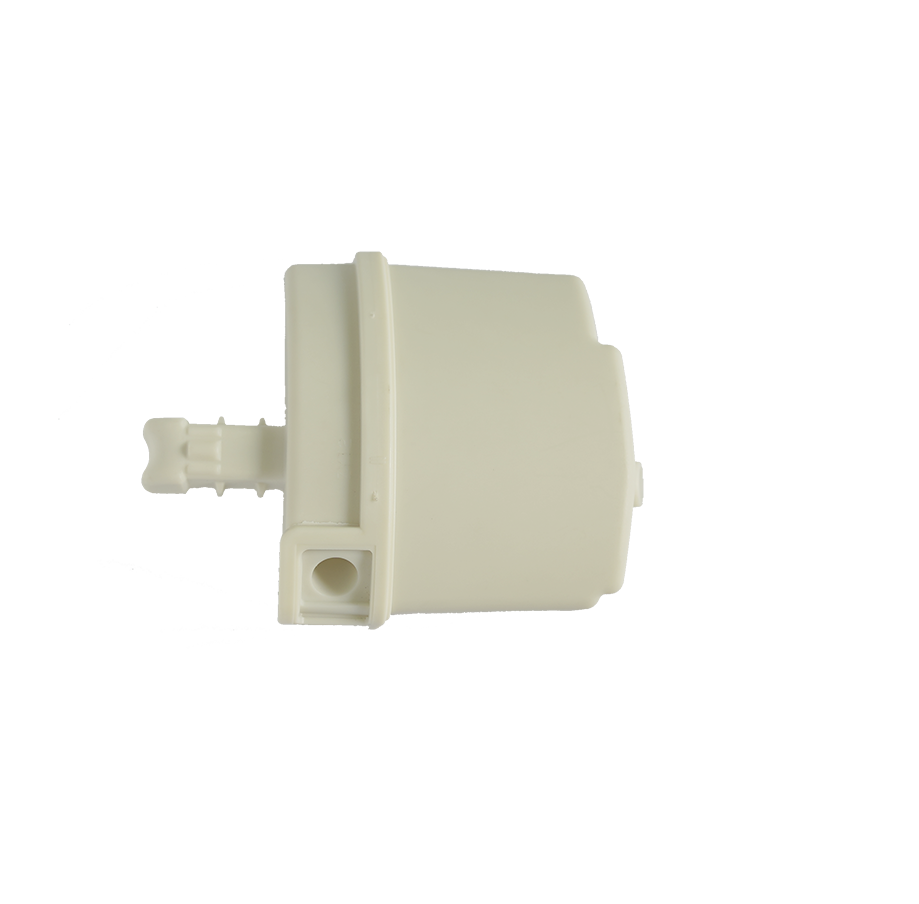
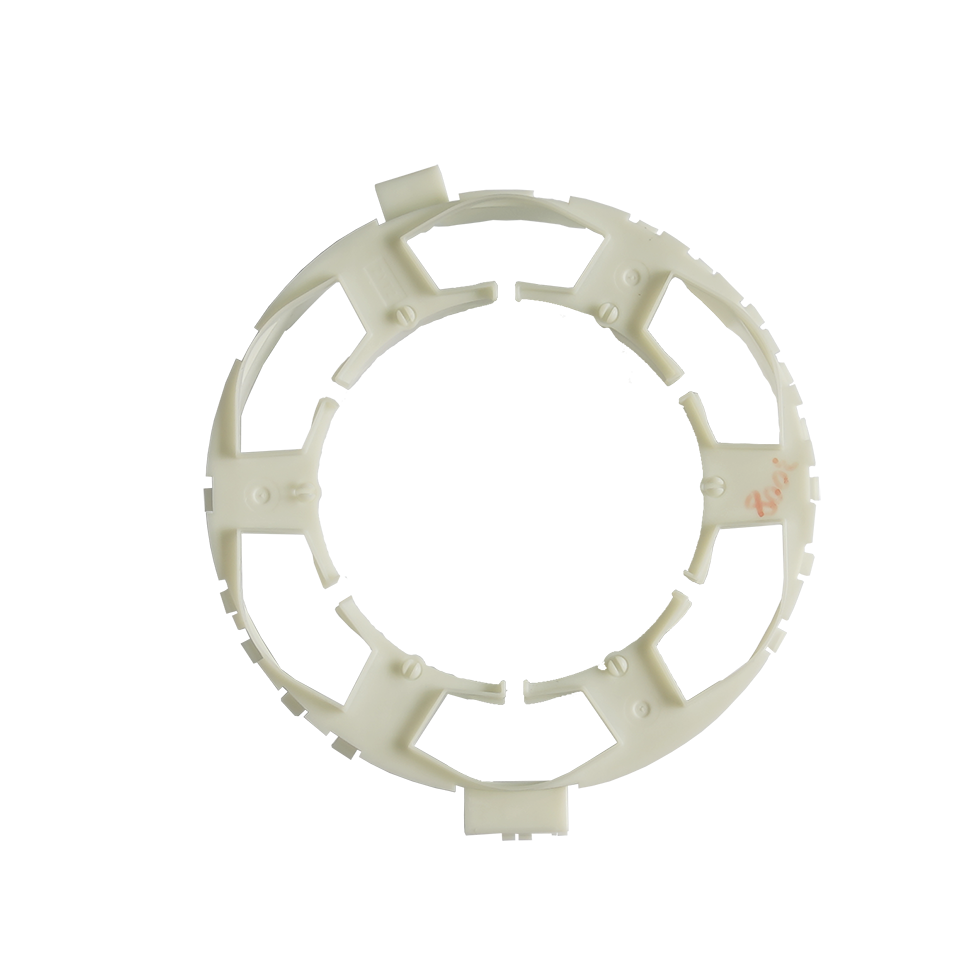
塑胶粒成型

混合螺杆模具设计制作_注塑模具设计制作_珠海正扬科技实业有限公司
工艺流程:影响注塑成型质量的要素:注入压力,注塑时间,注塑温度工艺特点:优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸准确、带有金属或非金属嵌件的塑料制件产品质量稳定适应范围广缺点:注塑设备价格较高注塑模具结构复杂生产成本高、生产周期长、不适合于单件小批量的塑件生产应用:在工业产品中,注射成型的制品有:厨房用品(垃圾筒、碗、水桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、食品搅拌器等),玩具与游戏,汽车工业的各种产品,其它许多产品的零件等!
皮层料或核心料可使用价格昂贵且具特殊表面性质,如防电磁波干扰、高电导性等材料以增加产品性能!适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质.微发泡注塑成型工艺微发泡注塑成型工艺:是一种革新的精密注塑技术,是靠气孔的膨胀来填充制品,并在较低且平均的压力下完成制件的成型.基本原理:微孔发泡成型过程可分成三个阶段:首先是将超临界流体(二氧化碳或氮气)溶解到热融胶中形成单相溶体;然后通过开关式射嘴射人温度和压力较低的模具型腔,由于温度和压力降低引发分子的不稳定性从而在制品中形成大量的气泡核,这些气泡核逐渐长大生成微小的孔洞.
珠海正扬科技是一家专业的珠海胶粒成型厂商、塑胶粒成型厂商、PC胶粒成型厂商、PVC胶粒成型厂商、乳胶粒成型厂商、pp胶粒成型厂商、橡胶胶粒成型厂商、硅胶粒成型厂商.我们是珠海胶粒成型模具加工制造商,与其他模具厂相比,我们有一个技术力量雄厚的团队.珠海正扬自身就有一个大厂房,输出能力惊人,每月开40套模具不成问题!超全的塑料、橡胶成型工艺总结,轻松get新知识,下面就塑料、橡胶的成型工艺做详尽介绍:胶粒成型工艺注塑成型注射成型注射成型:又称注塑成型,其原理是将粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。
供应商信息