铸铁平板进行机械加工时选择毛坯是一个非常重要的环节,毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。
毛坯普通采用铸造的办法进行制造,当前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比方精细铸造,熔模铸造和离心铸造等。铸铁平板毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。
铸铁平板履行规范:按JB/T7974-1999规范制造。
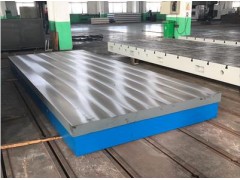
铸铁平板布局:产物制成筋板式和箱体式,任务面有长方形、正方形或圆形。
铸铁平板工艺:任务面采用刮研工艺,任务面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等。
铸铁平板装置:铸铁平板调至水平、负荷均匀分布于各支点上。环境温度(20正负5)摄氏度。使用时应防止振荡。
铸铁平板规格:200*200-2000*215;4000,(特别规格可根据需方图纸制造或两边商定出产加工)然而我们不光要知道铸铁平板机械加工的原理,在实际工作中,还要知道它是怎样放置的。
我们知道,如果铸铁板放置或调整不当,将直接影响测量精度,因此应进行正确的调整和放置。铸铁板的放置和调整应在下面介绍。
我们 对同一块1级精度涂色对研后,按照JB/T7974-1999标准规定,在上面选取25mmX25~的局部面积,让多名实验员依次对其进行数点,结果所得接触点的数目在18-21点之间各不相同。再用50mmX50mm范围内刻有2.5mmX2.5mm的400个小方格的透明板置于平板的相同部位,让多名实验员对其接触点进行面积估算,所得结果也在14~17%之间不一致。两块平板接触点面积的检测试验,其中1号平板接触斑点为25-27,接触面积为20%左右;2号平板接触斑点为25~29,接触面积为10%左右。虽然二者接触斑点大致相同,但所测接触点面积相差甚远,分别为20%和10%。两实验说明:1)由于人为感官因素的不一致,往往检测结果因人而异,总是 难以客观、准确地统一检定平板接触点面积的精度等级;2)在没有对单点面积量化规定的情况下,接触点多少不能准确表征接触面积大小。通过对铸铁平板生产厂家的,这种情况在生产现场也常见不鲜。